
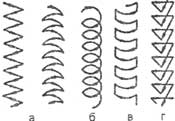
Мал. 78. Схема руху електрода: а - отримання широких валиків; б і в - прогрів одного боку валика; г - прогрів обох сторін валика

Мал. 79. Положення швів в просторі
У процесі зварювання швів в нижньому положенні зварювальник робить електродом три основних руху: подає електрод вниз для підтримки постійної довжини дуги в міру плавлення електрода; переміщує електрод уздовж осі шва для заповнення оброблення шва, а також виробляє кінцем електрода поперечні руху для отримання валика шва заданої ширини. Схеми руху кінця електрода представлені на рис. 78. Неправильне ведення електрода при зварюванні може привести до непровар і пористості шва.
Для отримання провару і добре сформованого шва амплітуда поперечних коливань електроду не повинна перевищувати двох-трьох діаметрів електрода. При зварюванні тонкого металу і перших шарів багатошарового шва електрод ведуть без поперечних коливань. Відповідно до положення в просторі шви розділяють на нижні, вертикальні і стельові (рис. 79). Найбільш зручною для виконання є зварювання в нижньому положенні.
У зварних з'єднаннях з конструкційних сталей внаслідок підвищеного межі текучості і схильності до загартування виникають власні напруги, механічні та структурні, більш значні, ніж при зварюванні маловуглецевої сталі.
Мал. 80. Обриси швів в конструкціях, що піддаються дії динамічних навантажень: а - плавний перехід; б - ступінчастий перехід
Власні напруги, підсумовуючись з напругою зовнішнього навантаження, знижують працездатність швів, наближаючи їх до крихкого стану. Завданням конструктора є вибір раціональної форми конструкції і відповідної технології, при якій власні напруги будуть мінімальними. Проф. Г. А. Миколаїв рекомендує при проектуванні і виконанні зварних конструкцій керуватися наступним:
- уникати в зварних вузлах необґрунтованого розрахунком збільшення перерізу і довжини швів, а також скупчення швів в одному вузлі і їх перетину;
- зварні з'єднання в елементах, схильних до динамічної і змінному навантаженні, повинні мати плавні переходи від шва до основного металу і не повинні створювати ступеневої зміни перетину зварного з'єднання (рис. 80);
- при виборі електродів виходити з досвідчених даних механічних випробувань зварних з'єднань для даної стали і схильності швів до утворення тріщин.

Мал. 81. Схема багатошарової зварювання каскадним методом: 1, 2, 3 - послідовно накладаються шари
Зварювання конструкційних сталей можна виробляти з різними технологічними прийомами. При зварюванні сталей малої товщини застосовують однопрохідну зварювання. У разі ручного зварювання замкнутих контурів однопрохідну зварювання з метою зниження залишкових напруг проводять ступенями з таким розрахунком, щоб напруги, викликані одним відрізком шва, компенсувалися іншим. При зварюванні сталей великої товщини виробляють багатошарову зварювання з малими інтервалами часу між накладенням окремих шарів, при якій кожен наступний шар накладається на який ще не встиг охолонути попередній шар, причому користуються прийомом, що носить назву каскадного способу (рис. 81). Цей спосіб зменшує перегрів основного металу і забезпечує меншу ширину зони термічного впливу.
Крім того, користуються прийомом багатошарової зварювання з великими інтервалами часу між накладенням окремих шарів, при якій кожен попередній шар до накладення подальшого встигає охолодитися до 150-200 °, причому в цьому випадку кожен шар шва і навколишнє його зона основного металу проходять цикл гарту і відпустки .
У випадках, коли зазначені вище технологічні прийоми є недостатніми і при зварюванні виникають тріщини, застосовують підігрів вироби перед зварюванням до температури порядку 150-200 ° з метою зменшення залишкових напружень. Зварні вироби з конструкційних сталей часто піддають термічній обробці як для зняття напружень, так і для підвищення міцності - загартування, по режимам, яке встановлюється згідно з маркою стали. Наприклад, при зварюванні стали 30ХГС зварний шов в початковому стані має межу міцності 760 МПа і відносне подовження 18%, після ж гарту при 880 ° межа міцності підвищується до 1290 МПа при зниженні відносного подовження до 9%.
Зварювання стикових швів без підготовки кромок виробляють накладенням з одного боку з'єднання розширеного валика з проплавлением кромок стику по всій товщині. Зі зворотного боку, коли це можливо, після вирубки зубилом напливів металу і шлаку виробляють підвариво шва вузьким нитковим валиком.

Мал. 82. Багатошаровий шов

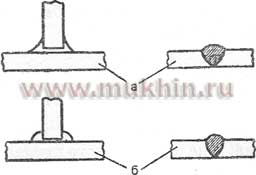
Мал. 83. Сварка «у човник»
Шви з V-подібною підготовкою кромок виконують в один або кілька шарів залежно від товщини зварюваного металу. При багатошаровому зварюванні першим валиком (шаром) проварюють вершину шва, потім після ретельної пошаровим зачистки металу зубилом і дротяною щіткою накладають інші шари по порядку, зазначеному на рис. 82. Товщина кожного шару складає в середньому 5-6 мм. Після закінчення заповнення всієї оброблення виробляють підвариво кореня шва із зворотного боку.
Зварювання Х-подібних швів з метою зменшення деформацій виробляють змінним накладенням шарів по обидва боки оброблення.
При зварюванні кутовими швами внапуск, таврових і кутових з'єднань виникають труднощі виконання якісних швів, пов'язані з можливістю отримання непровару вершини кута і напливів металу по вертикальній площині. З метою усунення зазначених труднощів ці шви виконуються при положенні «у човник» (рис. 83). В цьому випадку шов виконують так само, як при V-подібної обробленні стикового шва.
Сварка вертикальних і горизонтальних швів по вертикальній площині важче зварювання в нижньому положенні. Розплавлений метал шва під дією сили тяжіння прагне стікати вниз. Зварювання вертикальних швів виробляють головним чином від низу до верху. При зварюванні швів в стельовому положенні можливість стікання металу збільшується. Утримання ванночки розплавленого металу досягається за рахунок тиску дуги і сил поверхневого натягу. Перенесення крапель металу з електрода на основний метал при стельового зварювання можливий тільки при наявності короткої дуги. Для стельової зварювання застосовують електроди з тугоплавкими обмазками, що утворюють чашечку (на кінці електрода), що сприяє утриманню краплі рідкого металу. При недостатньому навику зварника зі зварювання в стельовому положенні можливі непровари і підрізи в шві, які можуть знизити механічні властивості зварного з'єднання.
Вибір режиму. Якість зварного з'єднання залежить від правильного вибору режиму зварювання. Під вибором режиму зварювання розуміється вибір діаметра електрода, сили зварювального струму, швидкості зварювання відповідно до розмірів і формою вироби, типом з'єднання, матеріалом вироби і електрода. Перш за все в залежності від товщини металу і типу зварного з'єднання вибирають діаметр електрода. Діаметр електрода повинен бути по можливості найбільшим для того, щоб забезпечити максимальну продуктивність зварювання. Застосування занадто великого діаметра електрода, особливо при малій товщині металу, може привести до пропал. Потім вибирають необхідну силу струму, яка в основному визначається діаметром електрода, але залежить також від товщини зварюваного металу, типу з'єднання, швидкості зварювання, положення свариваемого шва в просторі, покриття електрода і його робочої довжини.
Підбір сили струму і діаметра електрода. Силу зварювального струму вибирають в залежності від марки і діаметра електрода, при цьому враховують: положення шва в просторі, вид з'єднання, товщину і хімічний склад металу, що зварюється, температуру навколишнього середовища. При обліку всіх факторів необхідно прагнути працювати на максимально можливій силі струму. Для підбору сили зварювального струму використовують залежності: Iсв = 50dе, Iсв = (20 + 6dе) d е,
де d е - діаметр електродного стрижня, дотримуючись при цьому певні поправки. Якщо товщина металу <1,5 d е при зварюванні в нижньому положенні, то Iсв зменшують на 10-15% в порівнянні з розрахунковим. Якщо товщина металу більше 3 d е, то Iсв необхідно збільшити на 10-15% в порівнянні з розрахунковим. При зварюванні на вертикальній площині Iсв зменшують на 10-15%, в стельовому положенні - на 15-20% в порівнянні з нормально обраної силою струму для зварювання в нижньому положенні. Орієнтовні режими зварювання наведені в табл. 48.
Таблиця 48. Залежність сили зварювального струму від діаметра електрода
Діаметр електрода, ммСила зварювального струму, АДіаметр електрода, ммСила зварювального струму, А1,5 25-40 6 280-360 2 60-70 7 370-450 3 100-140 8 450-560 4 160-200 10 750 -850 5 220-280
При виконанні зварювання якісними електродами силу струму слід встановлювати відповідно до даних, наведених у паспортах або сертифікатах на ці електроди. Діаметр електрода вибирають залежно від товщини зварюваного металу, типу зварного з'єднання, положення шва в просторі, розмірів деталі, складу зварюваного металу. При зварюванні в стик металу товщиною до 4 мм застосовують електроди діаметром, рівним товщині зварюваного металу. При зварюванні металу великої товщини застосовують електроди діаметром 4-8 мм за умови забезпечення провару основного металу. У багатошарових стикових швах перший шар виконують електродом діаметром 3-4 мм, наступні шари виконують електродами більшого діаметра. Зварювання у вертикальному положенні виробляють із застосуванням електродів діаметром не більше 5 мм. Стельові шви виконують електродами діаметром не більше 4 мм.
Сварка низьколегованих сталей. При дугового зварювання низьколегованих сталей застосовують режими, наведені нижче.
При товщині металу 1-2 мм:
Діаметр стрижня електрода, мм 1,6 2,0 2,5 Сила струму, А 35-45 45-65 65-85
При товщині металу 2-5 мм:
Діаметр стрижня електрода, мм 2,5 3,0 4,0 Сила струму, А 65-85 80-100 100-120
При товщині металу 5 - 10 мм:
Діаметр стрижня електрода, мм 4,0 5,0 6,0 Сила струму, А 130-150 170-200 210-240
При товщині металу понад 10 мм:
Діаметр стрижня електрода, мм 5,0 6,0 Сила струму, А 170-200 210-240
Зазначені значення сили струму відповідають зварюванні в нижньому положенні. При виконанні вертикальних і стельових швів їх зменшують на 10-20% і застосовують електроди діаметром не більше 4 мм.
Зварювання конструкційних низьковуглецевих сталей виробляють електродами з фтористо-кальцієвими покриттями.
Хромокремнемарганцевие стали схильні до загартування і утворення тріщин при зварюванні.
Стали, що містять до 0,2% вуглецю, добре зварюються дуговим способом. Стали марок 30ХГС і 35XГC зварюються гірше. Застосовують з'єднання встик, внахлестку, втавр і кутові. Співвідношення товщини зварюваного металу не повинно перевищувати: при стикових з'єднаннях 1: 2, при судинних внахлестку і втавр 1: 6. Для зварювання конструкцій із сталей марок 30ХГСА і 30ХГСНА застосовують електроди з фтористо-кальцієвим покриттям. Зварювання проводиться в нижньому і вертикальному положенні короткою дугою (опертям) по зачищеною поверхні, на постійному струмі зворотної полярності. Режими зварювання наступні:
Діаметр електрода, мм 2 2,5 3 4 5 Сила струму, А 30-50 40-70 50-80 100-140 130-170
Для зварювання деталей різної товщини діаметр електрода і силу струму вибирають за більш товстому елементу, але приймається менше значення сили струму із зазначених; дуга направляється на більш товстий елемент.
При газовому зварюванні хром і кремній частково вигорають, що викликає появу в зварювальної ванні включень окислів, шлаків і непровару. Для попередження цього зварювання ведуть наконечником, що створює полум'я ацетилену потужністю 75-100 дм3 / год на 1 мм товщини металу, нормальним полум'ям. Як присадки використовують маловуглецевої дріт Св-08 і Св-08А або дріт Св-18ХГСА і Св-18ХМА.
Сварка високолегованих сталей. Розроблено велику кількість марок електродів, що дозволяють успішно зварювати майже всі високолеговані стали. Ці електроди мають фтористо-кальциевое покриття і застосовуються при зварюванні на постійному струмі зворотної полярності у всіх просторових положеннях.
Хромонікелеві стали володіють високим питомим електричним опором (в 5 разів більшим, ніж у низьковуглецевих сталей), низьку теплопровідність, чутливі до перегріву, тому для їх зварювання застосовують знижені режими, а саме:
Діаметр електрода, мм 2 2,5 3 4 5 Сила струму, А 30-40 40-60 60-90 90-140 140-180
З тієї ж причини довжина електрода береться меншою, ніж при зварюванні маловуглецевої сталі.
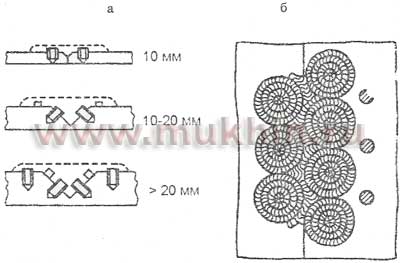
Мал. 84. Сварка чавуну з застосуванням сталевих шпильок: а - установка шпильок при V-подібної підготовці кромок; б - обварка шпильок
Газове зварювання хромонікелевих корозійностійких сталей виробляється нормальним полум'ям ацетилену. Окислювальне полум'я не допускається, так як воно викликає вигоряння хрому. Застосовується присадний дріт з мінімальним вмістом вуглецю, з ніобієм або титаном, марок Св-02Х19Н9, Св-06Х19Н9Т або Св-08Х19Н10Б.
Для зварювання хромистих нержавіючих сталей можуть застосовуватися ті ж електроди і режими, що і для зварювання хромонікелевих сталей. Газове зварювання хромистих сталей виробляють нормальним полум'ям ацетилену потужністю 70 дм3 / год на 1 мм товщини металу. Як присадки використовують дріт марок Св-02Х19Н9 або Св-06Х19Н9Т з титаном. Перед зварюванням кромки зачищають до металевого блиску. Зварювання ведуть з максимальною швидкістю, без перерв і повторних нагревов.
Сварка чавуну. Сталь при наплавленні на чавун погано зчіплюється з ним через їх різної усадки. Крім того, наплавленого на чавун сталь збагачується вуглецем в зоні плавлення, стає крихкою, схильної до гартування і утворення тріщин. Тому при зварюванні чавуну звичайними сталевими електродами для більш надійного зчеплення наплавленого металу з основним на крайках в шаховому порядку ставлять на різьбі сталеві шпильки (рис. 84).
Для зварювання і наплавлення без підігріву деталей з чавуну і заварки дефектів у виливках застосовують електроди з фтористо-кальцієвим покриттям. Сварка може вестися в нижньому і вертикальному положенні. Застосовується постійний струм прямої полярності, можна використовувати змінний струм. Режими зварювання наступні:
Діаметр електрода, мм 3 4 5 Сила струму, А 60-80 90-110 120-150
Зварювання виробляють на ділянках довжиною 30-60 мм. Фтористо-кальциевое покриття складається з 50% залізного порошку, 27% мармуру, 7,5% плавикового шпату, 4,5% кварцу, 2,5% феромарганцю, 2,5% феросиліцію, 6,0% ферротитана, 0,5% соди. Стрижень електрода виконаний з міді М-2 або М-3. Електроди допускають зварювання в нижньому, вертикальному і полупотолочном положеннях. Застосовується постійний струм зворотної полярності: при діаметрі електрода 3 мм - 90-110 А; 4 мм - 120-140 А; 5 мм - 160-190 А. Відповідальні деталі з чавуну зварюють з попереднім їх підігрівом.
Перед заваркою дефектне місце ретельно вирубують і зачищають. Вирубане місце повинно мати плавні обриси без гострих кутів, в яких рідкий метал може не сплавитися з основним металом. Зварює поверхность розташовують горизонтально і навколо викладають форму з графітових або вугільних платівок, щільно прилягають до поверхні, що перешкоджають стіканню розплавленого металу і надають шву потрібні обриси. Іноді застосовують форму з вогнетривкої глини або формувальної землі, замішаної на рідкому склі, яка повинна бути просушена при температурі 50 ° С.
Для підігріву деталь поміщають в піч або горн. Щоб в деталі не з'явилися значні деформації і тріщини, підігрів слід вести повільно і рівномірно. Після нагрівання деталі до потрібної температури простір, утворене формою, заповнюють розплавленим металом електрода. Великі дефекти заварюють, розбираючи їх на ділянки, які відокремлюють графітовими пластинками, щільно прагненням до поверхні металу. Сусідні ділянки для забезпечення більшої щільності заповнюють піском. Щоб не робити перерв під час зміни електродів, зварювання виконують по черзі два зварника.
При зварюванні чавуну з підігрівом застосовують чавунні стержні. Зварювання ведуть на змінному або постійному струмі прямої полярності. Покриття має наступний склад: 25% крейди, 41% графіту, 25% плавикового шпату, 9% феромарганцю, 30% рідкого скла до ваги сухої суміші. Товщина покриття 0,2-0,3 мм на сторону. Сила струму для стержня діаметром 6 мм - 200-300 А; 8-10 мм - 300-450 А; 10 мм - 450-600 А; 12-15 мм - 680-700 А.
Газове зварювання чавуну є одним з найбільш надійних способів, що дозволяють отримувати наплавлений метал, близький за властивостями до основного металу. Газове зварювання сірого чавуну краще вести з застосуванням попереднього підігріву. Укіс кромок роблять одностороннім (V-образним), з кутом розкриття 90. Краї ретельно очищають від масла, іржі і бруду щіткою або піскоструминним апаратом і прогрівають полум'ям пальника. Як присадних прутків використовують чавунні стержні діаметром 6, 8, 10, 12, 14 і 16 мм, довжиною 400-700 мм. Діаметр прутка береться рівним половині товщини основного металу.
Сварка кольорових металів и сталева. Зважаючі на значний теплопровідності МІДІ дугова зварка ее требует! Застосування Струму підвіщеної сили. Жидкотекучесть міді вище, ніж стали, тому кромки зварювальних листів потрібно з'єднувати щільно, з мінімальним зазором, або зварювати на сталевий підкладці. Кут розкриття кромок повинен складати 70 ± 5. Мідь товщиною понад 6 мм зварюють з попереднім підігрівом, листи товщиною від 1 до 3 мм - з відбортовкою кромок, без присадочного металу. Тонкі листи (менше 6 мм) після зварювання проковують в холодному стані, а товсті - при температурі 200-300 ° С. Зварювання виконують вугільним або металічним електродом із застосуванням флюсів і покриттів.
Зварювання вугільним електродом ведуть довгою дугою (10-15 мм) на постійному струмі прямої полярності напругою 40-55 В. Режими зварювання наступні:
Товщина металу, мм 1 2 4 6 12 Діаметр вугільного електрода, мм 4 6 6 8 9 Сила струму, А 135-180 195-200 250-330 315-430 420-550
При зварюванні міді металевим електродом застосовують мідні електроди з дроту M1, M2 і М3 або бронзи БрКМц-3-1 з покриттями, до складу яких в якості розкислювачів вводять феромарганець, феросиліцій, кременисту мідь. Режими зварювання наступні:
Товщина металу, мм до 3 до 5 св. 5 Діаметр вугільного електрода, мм 3 4 5 6 Сила струму, А 150-200 250-300 350-450 500-600
Мідь товщиною до 10 мм зварюють полум'ям ацетилену потужністю 150 дм3 / год на 1 мм товщини металу. При зварюванні більш товстих листів потужність полум'я ацетилену збільшують або застосовують зварювання одночасно двома пальниками. Полум'я повинно бути тільки відновлювальних; надлишок кисню в полум'ї призводить до окислення міді. Метал товщиною до 2 мм зварюють встик без присадки, підкладаючи знизу азбест або графіт для попередження протікання металу шва; при товщині понад 3 мм застосовують V-подібний скіс кромок з кутом розкриття 90 і притуплення не менше 1,5-2 мм (1/5 товщини листа); при товщині понад 10 мм застосовують Х-подібний скіс і зварювання ведуть одночасно з двох сторін у вертикальному положенні двома пальниками.
Присадний стрижень повинен бути дротяний з чистою (електролітичної) міді або міді, що містить до 0,2% фосфору і до 0,15-0,30% кремнію, які є раскислителями. Дугове зварювання бронз виробляють вугільним або металічним електродом. При зварюванні вугільним електродом застосовують постійний струм прямої полярності: 25-35 А на 1 мм діаметра електрода, що має розмір від 5 до 12 мм (зазвичай 6-8 мм), напруга дуги 40-45 В, довжина 20-26 мм. При зварюванні алюмінієвих бронз слід застосовувати флюси, активні щодо оксиду алюмінію. Флюсом покривають присадний пруток як обмазкою. Для видалення оксидів з ванни електродом і прутком роблять поперечні зигзагоподібні руху. Рекомендується застосовувати попередній підігрів до температури 250-350 ° С для підвищення якості зварювання.
Для зварювання оловянистой бронзи беруть прутки складу: 8% цинку, 3% олова, 6% свинцю, 0,2% фосфору, 0,3% нікелю, 0,3% заліза, решта - мідь. Для зварювання інших бронз використовують пруток того ж складу, що й основний метал.
Сварка бронз металічним електродом знаходить широке застосування. Кращі результати дає зварка на постійному струмі зворотної полярності; сила струму 30-40 А на 1 мм діаметра електрода. При використанні змінного струму для підвищення стійкості горіння дуги підвищують силу струму до 75-80 А на 1 мм діаметра електрода або застосовують осцилятор. При підготовці кромок загальний кут оброблення становить 70-80 °. Електродний дріт береться того ж складу, що й основний метал. Для більшості марок ливарних бронз, якщо це допускається вимогами щодо міцності до корозійної стійкості, застосовують електроди з бронзи марки БрКМцЗ-1 (3% кремнію, 1% марганцю, інше - мідь). Алюмінієві бронзи зварюють електродами з бронз, що містять 10% алюмінію і 3-5% заліза.
Газове зварювання бронзи застосовують при ремонті литих деталей. Зварювальне полум'я має бути відновлювальним, так як при окислювальному полум'я посилюється вигорання олова, кремнію, алюмінію. В якості присадочного прутка використовують дріт або стержні, близькі за складом до основного металу. З огляду на вигоряння олова при зварюванні, його зміст в прутки бажано мати на 1-2% більше, ніж в основному металі; як раскислителя в дріт вводять до 0,4% кремнію. Оброблення кромок повинна бути V-подібною з кутом розкриття шва 60-90. При наскрізних дефектах знизу ставлять підкладку з азбесту або графіту для попередження витікання металу шва. Застосовують флюси того ж складу, що і для зварювання міді і латуні. Зварювання алюмінієвих бронз ведуть з флюсами, використовуваними для газового зварювання алюмінієвих сплавів.
При дугового зварювання латуні металічним електродом застосовують постійний струм прямої полярності. Сварка ведеться в нижньому положенні короткою дугою. Сила струму для електрода діаметром 5 мм становить 250-275 А. Зварювання виконують зі швидкістю не менше 0,3-0,4 м / хв. Після зварювання шов проковують, а потім отжигают при 600-650 ° С. Як електрод використовують дріт з латуні наступного складу: 38,5-42,5% цинку, 4-5% марганцю, 0,5% алюмінію, 0,5-1,5% заліза, 1% інших домішок, решта - мідь .
Зварювання латуней марок Л62, Л062-1 і інших можна проводити також вугільним електродом на постійному струмі прямої полярності. Кромки під зварювання готують механічними способами. В якості присадочного матеріалу використовують прутки з латуні ЛК80-3, що містить 3% кремнію. Напруга дуги 30-40 В; режими зварювання наступні:
Товщина металу, мм 3 5 10 14-16 Діаметр електрода, мм 6 10 18 20 Діаметр присадочного стержня, мм 4 6 8 10 Сила струму, А 180-200 240-270 400-450 450-550
Латуні важче піддаються дугового зварювання, тому їх зазвичай зварюють газовим зварюванням. Для зменшення випаровування цинку зварювання латуні ведуть окислювальним полум'ям з надлишком кисню 30-40%, т. Е. На 1 м3 ацетилену в пальник подається 1,3-1,4 м3 кисню. У цьому випадку на поверхні зварювальної ванни утворюється рідка плівка оксиду цинку, яка зменшує його випаровування. Надлишковий кисень окисляє основну частину водню полум'я, внаслідок чого поглинання водню рідким металом зменшується.
Краї латуні перед зварюванням зачищають до блиску шкіркою, напилком або металевою щіткою. Якщо на поверхні є шар оксидів, то латунь травлять в 10% -ому розчині азотної кислоти, а потім ретельно промивають гарячою водою. Кромки скошують під таким же кутом, як при зварюванні стали.
Для дугового зварювання чистого алюмінію марок А6, АД0, АД1 та інших застосовують електроди зі стрижнем з алюмінієвого дроту марок АД1 або АВ-2Т. Сварка ведеться в нижньому і вертикальному положеннях постійним струмом зворотної полярності. При діаметрі електрода 4 мм сила струму 120-140 А, при діаметрі 5 мм - 150-170 А, 6 мм - 200-240 А. Зварювання здійснюють з попереднім підігрівом до температури: при товщині металу 6-9 мм - 200-250 ° З, 9-16 мм - 250-350 ° С.
Зварювання ведуть якомога коротшою дугою без поперечних коливань електроду. Після зварювання шлак з шва видаляють, промиваючи його гарячою водою і протираючи сталевими щітками. Для заварки дефектів ливарних алюмінієво-кременистих сплавів (АЛ-2, АЛ-3, АЛ-5, АЛ-9, АЛ-11) застосовують електроди зі стрижнем з алюмінієвого дроту марки Св-АКЗ-Св-АК10. Перед зварюванням поверхню алюмінію необхідно знежирити розчинником (бензином, ацетоном, дихлоретаном) і очистити механічним шляхом за допомогою сталевої щітки, що обертається з дроту діаметром 0,15 мм.
При зварюванні ливарних алюмінієвих сплавів довжина ділянки, що нагрівається повинна бути не менше 200 мм. При товщині до 14 мм шов зварюється в 1-2 шари, понад 14 мм - в 2-3 шари. Для отримання дрібнозернистої структури металу шва охолодження деталі після зварювання повинно бути уповільненим. Щоб зменшити внутрішнє напруження деталей з литих сплавів, їх після зварювання отжигают при температурі 250-350 ° С з подальшим уповільненим охолодженням.
Газове зварювання алюмінію і його сплавів дає хороші результати при правильному виборі режиму зварювання, наявності відповідних навичок у зварника і застосуванні флюсів, що розчиняють плівку оксиду. Має значення правильний вибір потужності полум'я, так як оксид алюмінію, закриваючи зварювальну ванну, заважає зварнику помітити початок розплавлення металу. При занадто сильному полум'я цей момент може бути втрачений, і тоді утворюється наскрізне проплавлення металу, важко піддається виправленню.
При газовому зварюванні застосовують дріт тієї ж марки, що і зварюваний метал. Зварювання термічно оброблюваних сплавів і АМц краще виробляти дротом, що містить 5% кремнію, який підвищує жидкотекучесть металу шва, зменшує усадку і дає кращі результати. Литі алюмінієві сплави рекомендується зварювати дротом з чистого алюмінію. Алюміній і його сплави краще зварювати, застосовуючи відновне полум'я або полум'я з невеликим надлишком ацетилену. Кут нахилу мундштука до зварюваного металу 30-35, кут нахилу прутка 40-45. Допускається легка проковка шва в холодному стані.
Розроблено способи дугового зварювання магнієвих сплавів металевим електродом. В якості покриття застосовують шихту з фтористих солей або їх суміші з хлористим солями. Зміст фтористих солей має становити 10-30%. Покриття розводять на воді і наносять на дріт з магнієвого сплаву, відповідного за складом зварювального металу, шаром товщиною 1-1,1 мм при діаметрі дроту 4 мм і 1,4-1,5 мм при діаметрі 8 мм. Зварювання виробляють тільки в нижньому положенні постійним струмом прямої полярності. Режими зварювання наступні:
Діаметр електрода, мм 3,5 4 4-5 5-6 6-7 8-10 Сила струму, А 50-60 65-70 70-85 90-110 120-150 160-200
Після зварювання деталь повільно охолоджують, промивають теплою водою і оксидируют. Магнієві сплави задовільно зварюються газовим полум'ям, але вимагають застосування флюсів для видалення тугоплавкої плівки окису магнію. Режими зварювання наступні:
Товщина металу, мм 1-2 5-6 6-10 Швидкість зварювання, м / год 6-9 3-4 1,5-2
Флюс наносять на пруток і на ділянку зварюваного металу вздовж крайок по обидві сторони шва. Залишки флюсу ретельно видаляють після зварювання гарячою водою і щітками. Проковування після зварювання підвищує пластичність наплавленого металу.
Сплави титану зварюють дугового зварювання під флюсом, аргонодугового зварюванням, електронним променем. Дугове зварювання нікелю виробляють електродами, що мають стрижень з нікелю і покриття наступного складу (%): кріоліт 16,5; титановий порошок 5,5; алюміній 8; фтористий натрій 8,5; мармур 14,5; рутил 35; марганець 5; фтористий кальцій 5; слюдяная борошно 2. Застосовують наступні режими зварювання: діаметр електрода 3 мм, сила струму 110-120 А; діаметр 4 мм, сила струму 150-170 А; діаметр 5 мм, сила струму 190-220 А. Струм постійний, зворотної полярності ( «плюс» на електроді). Напруга дуги 20-25 В.
Для зварювання монель-металу та інших мідно-нікелевих сплавів застосовують електроди з дроту з фтористо-кальцієвим покриттям; зварювання виробляється в нижньому положенні на постійному струмі зворотної полярності.
до ЗМІСТУ
---
Посилання на інші сторінки сайту по темі «будівництво, облаштування будинку»:
© 2000 - 2007 Oleg V. Mukhin.Ru ™ 

Проект K-275-1K

