
До атегорія:
нарізування різьблення
У сучасному машинобудуванні широко використовуються високопродуктивні методи нарізування різьблення на металорізальних верстатах за допомогою різенарізальних інструментів; успішно отримують різьблення і за допомогою інструментів для накочування та ін. Однак в практиці слюсарної обробки в більшості випадків доводиться нарізати різьбу вручну.
Для нарізування різьблення в отворах застосовуються мітчики, а для нарізування зовнішньої різьби - плашки різної конструкції.
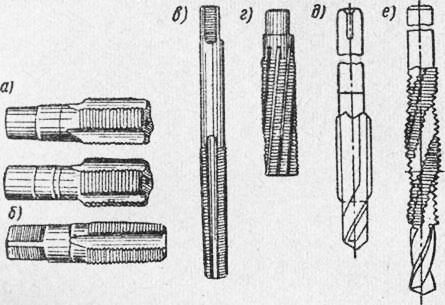
Мітчик - ріжучий інструмент, який представляє собою загартований гвинт, на якому прорізано кілька поздовжніх прямих або гвинтових канавок, що утворюють ріжучі кромки (рис. 1). Метчик має робочу частину і хвостовик, який закінчується квадратом.
Робоча частина мітчика складається з забірної і калібрує частин. Сітка для частина - передня конусна частина мітчика, яка першою входить в отвір і здійснює всю основну роботу різання. До а «Лібра частина направляє мітчик в отвір і остаточно калібрує різьбу.

Мал. 1. Мітчики і їх елементи: а - загальний вигляд; б - радіальне перетин; в і г - мітчики з гвинтовими канавками; д - бесканавочний мітчик
Ріжучими пір'ям називаються зуби різьбової частини мітчика, розташовані на його окружності (рис. 1, а). Ріжучі грані на зубах утворюються завдяки наявності канавок, які поділяють пір'я.
Канавки є поглиблення між ріжучими пір'ям і призначені для освіти ріжучих крайок, а також для виходу стружки, що виходить в процесі нарізування різьби. Профіль канавки обмежується передньою поверхнею, по якій сходить проникнення ріжучого інструменту, і задньою поверхнею, що служить для зменшення тертя 'зубів мітчика об стінки нарізається отвори.
Ріжучими крайками називають кромки на ріжучих пір'ї мітчика (рис. 1,6), утворені перетином передніх поверхонь канавки з задніми (затилованнимі) поверхнями робочої частини.
Задня поверхня ріжучих зубів зати-луется по спіралі, що дозволяє зберігати постійним профіль зубів після їх переточувань.
На рис. 1, б показані кути ріжучих зубів мітчика: передній кут у, задній кут а, кут загострення р і кут різання б; величина цих кутів вибирається залежно від оброблюваного металу.
Як правило, мітчики мають прямі канавки, але для поліпшення умов різання, отримання точних і чистих резьб доцільно застосовувати мітчики ні з прямими, а з гвинтовими канавками (рис. 1, б). Кут нахилу ю гвинтовий канавки у таких мітчиків становить 8-15 °.
При нарізуванні різьблення в наскрізному отворі стружка виводиться з отвору в напрямку подачі мітчиків. При нарізуванні різьблення в глухих отворах слід застосовувати мітчики з протилежним напрямком нахилу гвинтової канавки, тоді і стружка буде виводитися в протилежному напрямку (рис. 1, г).
З метою отримання чистої і точної різьблення в наскрізних отворах при обробці м'яких і в'язких металів застосовують бесканавочние мітчики, які мають лише дуже короткими гвинтовими канавками а на забірної частини. Довжина цих канавок становить 6-10 мм, а кут нахилу до осі мітчика 9-12 °. При нарізуванні різьблення таким мітчиком стружка виходить в отвір попереду мітчика. Для нарізування резьб в глухих отворах бесканавочние мітчики непридатні; в цих випадках іноді застосовують мітчики з центральним отвором для відводу стружки.
Пристрій мітчиків визначається їх призначенням. Залежно від призначення мітчики підрозділяються на ручні (слюсарні), гайкові, машинно-ручні, пла-м'язової і маткові, збірні та спеціальні. За способом застосування мітчики діляться на дві групи: ручні і машинні.
Ручні слюсарні мітчики служать для нарізування різьблення вручну. Вони зазвичай виготовляються комплектами з двох або трьох мітчиків. У комплект, що складається з трьох мітчиків, входять чорновий, середній і чистовий мітчики (або 1, 2 і 3-й), а в комплект з двох мітчиків - чорновий і чистовий. У такому ж порядку вони застосовуються і при нарізанні різьби.
Мітчики умовно позначені: чорновий має на хвостовику одну кругову ризику (канавку), середній метчік- дві і чистової -три ризики; там же вказується тип різьблення і її розмір. За зовнішнім виглядом мітчики одного комплекту розрізняються тим, що чорновий мітчик має велику забірну частину (конус) і зрізану нарізку на калібрує, середній мітчик має меншу забірну частину і повнішу нарізку на калібрує, а чистовий мітчик має незначний забірний конус та повний профіль різьблення на калібрує. Зазвичай для огорожі частина першого мітчика має 6-8 витків, другого - 3-4 витка і третього-1,5-2 витка. Перший мітчик зрізує половину йисоти витка різьби, другий - ще 0,3 висоти, а третій калібрує різьбу начисто. Для основної метричної та дюймової різьби комплект складається з трьох мітчиків, для дрібних метричних, а також для трубних різьб - з двох.
Трубну різьбу нарізають циліндричними і конічними мітчиками. У комплект мітчиків для нарізання плашок входять один плашковий і три маткових мітчика. Плашковим метчиком проводять попереднє нарізування різьблення в плашках, а маточним - остаточне (зняття припуску, зачистка і калібрування). Плашковий мітчик відрізняється від слюсарного наявністю великої забірної частини, а маткові - наявністю шести гвинтових канавок. Маткові мітчики використовуються також для прочищення плашок, що знаходяться в роботі.
Застосування стандартних мітчиків комплектами з двох або трьох штук пов'язано з додатковими витратами часу. Раціоналізаторська думка новаторів виробництва спрямована на відшукання можливостей поєднати обробку, виконувану кількома мітчиками, замінивши їх одним каліброваним інструментом.
На верстатобудівному заводі «Червоний пролетар» застосовується комбінований інструмент - свердло-мітчик (рис. 134, (3), що дозволяє поєднати операції свердління і нарізування різьблення в одну операцію. Таке ж призначення має свердло-мітчик (рис. 134, е), запропонований інженерами Б. В. Бирине та Е. Е. Ро-зенталем, для нарізування різьблення з невеликим кроком в легкообрабативаемих матеріалах.
Машинно-ручні мітчики різних конструкцій застосовуються для нарізування циліндричної і конічної різьби в наскрізних і глухих отворах. Цими мітчиками можна нарізати машинним способом різьблення всіх розмірів і вручну різьблення з кроком до Змм включно. Вони відрізняються від ручних тільки розмірами хвостовика і більшою довжиною забірного конуса. У мітчиків для глухих отворів для огорожі частина не перевищує 1,5-2 кроків різьблення.
Мал. 2. Мітчики для нарізування трубної різьби (а, б) ', плашковий мітчик (в) матковий мітчик (г); свердло-мітчик (д, е)
Машинно-ручні мітчики, виготовлені за ГОСТ у 3266-60 (рис. 135, а), призначені для нарізування кріпильних і мелкометріческіх резьб. Нарізування резьб на деталях з чавуну і м'якою стали ведуть одним метчиком; для нарізування твердих сталей використовують комплект з двох мітчиків.
Гайкові мітчики для циліндричного різьблення виготовляються по ГОСТ у 1604-60 з довгою забірної частиною (до 16 кроків різьблення) і коротким хвостовиком - для використання на токарних і револьверних верстатах; з довгим хвостовиком - для нарізування різьблення на свердлильних гайкорезних верстатах і автоматах, а також із зігнутим хвостовиком - для використання на гайкорезних автоматах при безперервному нарізанні гайок. Гайкові та машинні мітчики кріпляться на верстатах в спеціальних запобіжних патронах, що забезпечують самовиключеніе їх при перевантаженні.

Мал. 3. Машинно-ручні (а) і гайкові (б, в) мітчики
Збірні мітчики можуть бути трьох видів: нерегульовані, регульовані і самовиключающіеся.
Спеціальні мітчики складають велику групу, в яку входять ненормалізованние конструкції мітчиків.
