
До атегорія:
граверне справу
Для досягнення якісного гравірування і підвищення продуктивності праці доцільно кути заточування різця вибирати відповідно до оброблюваної глибиною гравірування. Найбільш поширений різець для площинний гравіювання - конусний різець-фреза. При гравіювання на м'яких металах найбільш придатними є різці-фрези з легованої сталі, так як завдяки своїй стійкості вони завжди дають чистий і гладкий зріз. При трудомісткий гравіруванні або при великому обсязі граверних робіт використовують в основному різці-фрези зі швидкорізальної сталі.
Застосування прогресивних засобів термічної обробки гарантує достатню стійкість різця-фрези і збереження правильної геометричної форми. Для верстата з пантографом, як і для будь-якого іншого металорізального верстата, на стійкість інструменту впливає не тільки його якість, але і режими різання.
Переміщення пантографа здійснюється від руки, тому не завжди можна підтримати рівномірну подачу. Слід звертати увагу на те, щоб швидкість подачі і частота обертання різця-фрези відповідали даному матеріалу. Зазвичай при гравіювання на м'яких металах і матеріалах використовується велика частота обертання, при гравіювання на латуні, бронзі і т. П. - середня і нарешті на стали - нижча. Це особливо важливо при попередній обдирання, де ширина і товщина стружки мають значні розміри. При стружці малого перетину це не настільки суттєво. Сталь, наприклад, при ширині різця-фрези в 1 мм, глибиною різання до 0,03 мм можна обробляти при найвищій частоті обертання.
Різці для верстатів з пантографом. Для рельєфних робіт в залежності від контуру гравіруемих малюнка застосовують різні профілі різців. На рис. 18 зображені лише деякі з найрізноманітніших різців-фрез, якими користуються при механічному гравірування на пантографі. Для кожної роботи підбирають різець-фрезу певної форми і розміру, який не потребує додаткової переробки. Найбільш зручною конструкцією різців-фрез є різці зі звичайним циліндричним хвостовиком діаметром від 3 до 8 мм (раніше застосовувалися конусні хвостовики). Розмір різця залежить від габаритних розмірів і потужності пантографа в цілому, а також від виду граверних робіт в кожному даному випадку.

Мал. 1. Різці-фрези для механічного гравіювання
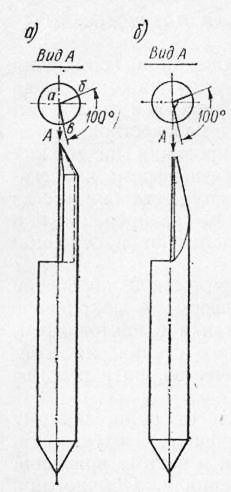
Мал. 2. Різець-фреза з постійним центром: а - до затиловкі; б - після затиловкі і заточки
Вельми важливо для будь-якого пантографа мати 3-4 комплекту затискних цанг з різним внутрішнім діаметром отворів, за допомогою яких при необхідності можна завжди закріпити різець потрібного діаметру. Іноді для закріплення різця-фрези меншого діаметру, ніж діаметр отвору наявних цанг, застосовують розрізні перехідні втулки. Цанга - пристосування у вигляді розрізної втулки для затиску циліндричних або призматичних предметів.
Якість будь-якої ризики або штриха на виробі залежить від того, як заточений, за-тилован і доведений різець і чи збігається його центр заточки з віссю обертання шпинделя пантографа.
Затилування - метод заточування задніх поверхонь (потилиць) багатолезових ріжучих інструментів зі складним профілем зуба з метою збереження профілю інструменту при переточуваннях по передніх поверхонь зубів і забезпечення сталості заднього кута. Заточку різців-фрез з кутом 180 ° виробляють на спеціальних центрувально-затиловочні верстатах з наступним доведенням їх на точильних брусках.
У напівкруглих резцах (або в різцях з кутом 180 °) центр ріжучої кромки отримують на спеціальному центрувально-затиловоч-ном верстаті. Різець-фреза з кутом 100 ° заточується на звичайному карборундовому колі, при цьому центр різця-фрези залишається постійним, якщо ребро зроблено на осі різця. Завдяки цьому важливого властивості різця, можна отримати дуже тонкі ризики з шириною до 0,15 мм. Велике значення має співвісність осі різця-фрези і осі шпинделя. Таким чином, основними перевагами різця-фрези з кутом 100 ° є: сталість положення центру при достатній міцності фрези; просте і легке затилування і заточка, які не потребують високої кваліфікації гравера; відсутність необхідності верстата для заточування різця.
Напівкруглий різець-фрезу (половинчастий) широко застосовують при роботі на стали для глибокого гравірування і чорновий обдирання. Заточка, затиловка і правка цього різця-фрези проводиться тільки машинним способом, так як при заточуванні від руки важко дотриматися співвісність.
Спеціальні різці-фрези використовуються для дрібних гравіювань, що вимагають тонкого вістря ріжучого інструменту. Ці різці щільно затискаються в цанзі і заточуються по мірі зносу, що дає можливість використовувати їх майже по всій довжині.
Для гравіювання більш тонких і дрібних рисок застосовують різці-фрези розмічального типу, які представляють собою конус, заточений під кутом в 60 °, що закінчується голкоподібним вістрям. Іноді такі різці оснащені пружиною, вставленої в порожнистий хвостовик цезца. Різець має всередині різьблення для натискного гвинта, який через пружину тисне на вставлений плаваючий різець. Такий пристрій різця дозволяє компенсувати всі нерівності гравіруемих деталі. Різці голкоподібний форми застосовуються для гравіювання на м'яких матеріалах і металах.
Різець-фреза з кутом 100 ° з успіхом може бути заточений вручну для будь-якого виду граверних робіт. Якщо заточувати різець трохи нахиляючи, виходить задній кут. При цьому ріжучакромка різця буде коротше кромки задньої грані, як показано на рис. 2, б. Заточка таким чином «половинчастого» різця-фрези з кутом в 180 ° неможлива, оскільки найменше відхилення його вістря (при заправці) від центру осі обертання порушує правильність і погіршує якість гравірування. На заводах, де застосовують «половинчасті» різці-фрези, для заточки їх зазвичай використовують спеціальне центрувально-затиловочні пристосування. Конструкція цього пристосування дозволяє виробляти заточку різця-фрези будь-якого необхідного зразка.
При заточуванні різців-фрез спрощеного профілю, які застосовуються для гравірування значних за розмірами плоских поверхонь, замість конуса робиться бічна кромка. Ріжуча кромка по торця заточується вручну, причому різець-фрезу тримають спочатку вертикально до площини шліфувального круга, а потім надають йому легкий нахил вправо вниз, що дає необхідну заточку по задній поверхні, завдяки якій ріжучакромка розташовується злегка похило щодо осі різця-фрези.
Різці-фрези із закругленою торцевою ріжучої крайкою, що призначаються для рельєфного гравіювання і для всіляких обдирні робіт, заточуються до повної готовності від руки, подібно різцям з плоскою зовнішньої кромкою леза. Закруглення різця під час заточування досягається шляхом повільного плавного повертання різця-фрези з наближенням до площини шліфувального круга. При цьому вершина заокруглення розташовується не посередині передньої грані різця, а зміщена у напрямку до ріжучої грані. Контур профілю заокруглення різця-фрези має підйом справа наліво.
Корисно різці-фрези (будь-якої форми) після заточки на шліфувальному колі злегка відполірувати на бруску для видалення можливих нерівностей. Брусок - брусок з дрібнозернистого абразивного матеріалу для доведення лез ріжучих інструментів (різців, бритв, пив і т. П.) Після їх заточування. Ріжучу кромку у різців-фрез з інструментальної сталі трохи підточують, а у різців-фрез зі швидкорізальної сталі злегка знімають. При додаткової доведенні можливе порушення середнього профілю різця-фрези. При заточуванні потрібно стежити не тільки за формою різця-фрези, а й систематично охолоджувати його в холодній воді або емульсії, щоб не допустити відпалу, через якого різець-фреза може бути зіпсований на досить значну довжину.
Відпал - вид термічної обробки металів, що полягає в нагріванні металу або сплаву, структура якого знаходиться в нестійкому стані в результаті попередніх обробок, витримки при температурі нагріву і наступному повільному охолодженні для отримання структур, близьких до рівноважного стану. Відпал металів виробляють для поліпшення оброблюваності, підвищення пластичності, зменшення залишкових напруг і інших цілей.
На поверхні шліфувального круга від заточення різних інструментів утворюються канавки і інші нерівності, т. Е. Шліфувальний круг засмічується сторонніми предметами, що в значній мірі погіршує його експлуатаційні властивості. Тому шліфувальний круг періодично необхідно вирівнювати і одночасно відновлювати якість поверхні. Для цієї мети користуються спеціально профільованим алмазом.
Обмацувати палець. Робочий кінець обмацує пальця пантографа повинен мати (незалежно від своєї форми) полірованій поверхні, для того щоб під час гравірування плавно і без заїдання ковзати по контуру шаблона або копіра. Чим краще заправлений палець, тим легше хід пантографа і тим довше зберігають свої експлуатаційні властивості складальні шаблони і всілякі копіри. Тому періодично слід уважно перевіряти стан робочого кінця пальця і своєчасно полірувати його. При виготовленні виробів, що вимагають плоского гравіювання, як то: шильдиков, табличок, шкал і т. П., Які виконуються за допомогою звичайних плоских копірів і загостреного під кутом 60ч обмацує пальця, - ширина лінії обумовлюється самою формою різця-фрези.
Профіль і діаметр обмацує пальця при граверно-копіювальних роботах вибирають, точно погодившись з профілем і товщиною різця і дотримуючись сувору пропорційність відповідних величин. У рельєфних роботах при черносЬй обробці (обдирання) застосовують палець трохи великих розмірів і пропорційно йому більший різець-фрезу. Для остаточної ж доведення вибирають розміри пальця і різця, які відповідають розмірам найменшої деталі орнаменту. Орнамент - декоративний візерунок, що прикрашає виріб або його частини. Якщо в процесі гравірування з'явиться необхідність в обмацуючих пальцях спеціальних профілів і розмірів, то їх виготовляють з відповідною точністю на токарному верстаті інструментального цеху.
Перед початком роботи з вільно підвішеним пантографом слід подбати, щоб вертикальна вісь повороту пантографа, вістря різця-фрези і обмацує пальця були приведені до однієї площини рихтувальних лінійкою. Рихтування - випрямлення металевих листів і прутків. Це необхідно дотримуватися також при зміні пальця або при перезаточки різця-фрези, не забуваючи, що резещ в даному випадку повинен бути опущений вниз.
