
- Принципи роботи і формування статичних та динамічних характеристик колекторних зварювальних генераторів
- Зварювальні генератори для автоматизованої зварювання
- Вимоги до динамічних характеристик генераторів для автоматизованої зварювання
- Принципи роботи і формування статичних та динамічних характеристик вентильних зварювальних генераторів
- Електромагнітні процеси в вентильного зварювального генератора
- Принципова електрична схема і принцип формування зовнішніх характеристик вентильного зварювального...
- Принцип роботи схеми збудження зварювального генератора і управління значенням зварювального струму
- Перехідні процеси і зварювальні властивості
Принципи роботи і формування статичних та динамічних характеристик колекторних зварювальних генераторів
Зварювальні генератори для ручного дугового зварювання
Зварювальні генератори в основному застосовуються при ручного дугового зварювання штучними електродами. Як відомо, за умовами статичної стійкості дуги в цьому випадку генератор повинен мати крутопадающие зовнішні статичні характеристики, т. Е. Напруга на затискачах генератора повинно різко зменшуватися при збільшенні зварювального струму.
Ця вимога пояснюється тим, що ручна дугова зварка поряд з відносно швидкими змінами довжини дуги, пов'язаними з процесом перенесення металу при зварюванні, зазвичай супроводжується відносно повільними змінами довжини дуги, пов'язаними з рухами руки зварника і зміною конфігурації деталі. При цих повільних коливаннях довжини дуги точка стійкого горіння дуги лежить на зовнішньої статичної характеристиці зварювального генератора. Якщо ця характеристика крутопадаючих, то при змінах довжини дуги зміни струму зварювання будуть відносно невеликими. З іншого боку, відомо, що стабільність горіння дуги тим вище, чим менше відхилення струму від заданого значення при змінах довжини дуги. Тому для ручного дугового зварювання застосовуються зварювальні генератори з крутопадающими зовнішніми статичними характеристиками. Слід, однак, відзначити, що і тут можливі випадки, коли занадто велика крутизна зовнішньої статичної характеристики може перешкоджати нормальному проведенню зварювального процесу. Так, наприклад, при зварюванні відповідальних з'єднань в вертикальному і стельовому положеннях з метою зменшення тепловкладенням в шов, зварювальник іноді періодично подовжує дугу для відповідного зменшення зварювального струму. При цьому необхідно, щоб зовнішня характеристика була пологішій, так як тільки в цьому випадку зміна довжини дуги призведе до відчутного зміни зварювального струму і зварювальник зможе періодично зменшувати його. Однак у всіх випадках ручного дугового зварювання сталий струм короткого замикання I к.у не повинен надмірно перевищувати робочий струм I р, зазвичай I к.у = (1,25 ... 1,5) I р. При великих значеннях струму короткого замикання можливі пропали, осипання обмазки і ін.
↑ наверх
Зварювальні генератори для автоматизованої зварювання
Кілька інші вимоги пред'являються до зовнішніх статичним характеристикам зварювальних генераторів, призначених для автоматизованого зварювання на апаратах, оснащених автоматичними регуляторами режиму зварювання (автомати, напівавтомати). Саморегулювання дуги при цьому способі зварювання проявляється найбільш ефективно в тому випадку, коли зварювальний генератор має більш пологі або навіть зростаючі (жорсткі) зовнішні статичні характеристики.
Таким чином, для автоматизованих способів зварювання з саморегулюванням дуги потрібно, щоб зварювальний генератор мав сімейство жорстких зовнішніх статичних характеристик.
З перерахованих видів зовнішніх статичних характеристик зварювальних генераторів найбільшу складність представляє отримання сімейства регульованих крутопадающих зовнішніх статичних характеристик. У вітчизняній і зарубіжній практиці застосовувалося кілька схем колекторних генераторів для цих цілей;
- зварювальні генератори поперечного поля;
- зварювальні генератори з розщепленими полюсами;
- зварювальні генератори з послідовною обмоткою збудження.
В СРСР випускалися генератори всіх зазначених типів, однак в останні роки в зв'язку з простотою конструкції і енергетичними перевагами колекторні зварювальні генератори випускаються в СРСР тільки по схемі з послідовною обмоткою збудження. Ці генератори становлять основну частку парку експлуатованих машин. Тому в цьому розділі розглядаються тільки генератори з послідовною обмоткою збудження. Принципова схема генератора з послідовною обмоткою збудження показана на рис.1
При холостому ході генератора (зварювальний ланцюг розімкнути) на його затискачах створюється напруга холостого ходу, рівне за значенням ЕРС, створюваної в обмотці якоря ОЯ. Ця напруга при інших рівних умовах залежить від магнітного потоку, який створюється обмоткою збудження ОВН і, в свою чергу, визначається струмом збудження в цій обмотці, змінним за допомогою, регулювального реостата R.
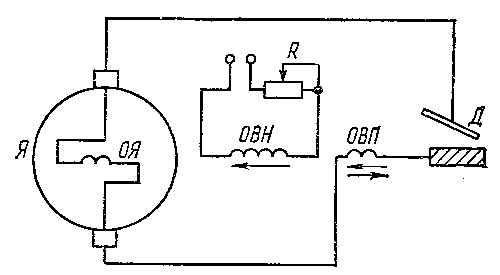
Рис.1 Принципова схема колекторного зварювального генератора для дугового зварювання
Після запалювання дуги Д в ланцюзі якоря Я генератора протікає зварювальний струм, що проходить і через витки послідовної обмотки збудження ОВП, яка включена при роботі на крутопадаючих характеристиках таким чином, що створюваний нею магнітний потік спрямований проти магнітного потоку, створюваного намагничивающей обмоткою ОВН. В результаті цього з ростом зварювального струму сумарний потік в повітряному зазорі генератора зменшується, зменшується і ЕРС, що наводиться в обмотці якоря, і напруга на затискачах зварювального генератора. Виходить крутопадаючих зовнішня статична характеристика. Слід зазначити, що в більшості зварювальних генераторів, особливо призначених для установки в зварювальні агрегати, обмотка незалежного збудження живиться немає від стороннього джерела, а від «третьої», додаткової, щітки, встановленої між головними щітками, т. Е. Генератори виконуються з самозбудженням.
Зразковий вид зовнішніх крутопадающих статичних характеристик генератора показаний на Рис.2. Характерними величинами для сімейства зовнішніх характеристик є межі регулювання зварювального струму. І відповідні їм межі напруги холостого ходу також відповідні сталий струм короткого замикання і крутизна (нахил) зовнішніх статичних характеристик в робочій зоні. Максимальне значення напруги холостого ходу обмежується умовами безпеки роботи зварника і відповідно до ГОСТ 304-82 не повинно перевищувати 100 В. Мінімальне значення напруги холостого ходу в деякій мірі визначає стабільність горіння дуги при зварюванні на мінімальних токах і тому для вітчизняних колекторних генераторів не повинно бути менше 45-50 В. Міркування щодо вибору нахилу зовнішньої характеристики були приведені вище. Як видно з рис.2, генератор має два діапазони регулювання струму. У деяких випадках їх може бути і більше.

Рис.2 Зразковий вид крутопадающих зовнішніх статичних характеристик колекторного зварювального генератора:
- діапазон великих струмів
- діапазон малих струмів
Необхідність розбивки на діапазони викликана зазначеними вище обмеженнями напруги холостого ходу. Регулювання струму за рахунок зміни струму збудження в обмотці ОВН можливо тільки починаючи з максимального струму, відповідного максимально допустимого значення напруги холостого ходу, і має бути закінчено при значеннях струму, які відповідають мінімальним значенням напруги холостого ходу за умовами стабільності процесу. Однак в цьому випадку зазвичай виходять занадто вузькі межі регулювання струму і відповідно погане використання генератора. Щоб уникнути цього недоліку в схемі генераторів передбачена можливість підключення більшого числа витків послідовної розмагнічує обмотки ОВП. При більшій кількості витків обмотки ОВП характеристики генератора будуть крутішими, т, е. При тих же значеннях напруги холостого ходу будуть менші значення робочого струму і інший діапазон регулювання струму (Рис.2). Перемикання витків обмотки ОВП зазвичай здійснюється підключенням зварювального дроту до іншого вивідного затиску.
Все сказане вище про вимоги до зовнішніх статичним характеристикам генераторів не може визначити однозначно ступінь придатності зварювального генератора для ручного дугового зварювання. Справа в тому, що в процесі зварювання значення напруги і струму безперервно змінюються з великою швидкістю.

Рис.3 До визначення показників якості перехідних процесів зварювального генератора:
а - холостий хід-коротке замикання-холостий хід
б - робочий режим-коротке замикання
в - робочий режим-холостий хід
Ці зміни викликані механізмом початкового збудження дуги і процесами перенесення електродного металу в зварювальну ванну під час зварювання. При запаленні дуги відбувається замикання зварювального кола електродом на виріб і подальший її обрив з порушенням дуги. У процесі горіння дуги розплавлений електродний метал переноситься в зварювальну ванну краплями, які періодично накоротко замикають дугового проміжок. Після кожного короткого замикання дугового проміжку краплею розплавленого металу відбувається обрив краплі і подальше повторне порушення дуги. Таким чином, під час зварювання генератор працює в постійно змінюваному динамічному режимі. Тому стабільність збудження і горіння дуги, а також якість перенесення металу в великій мірі визначаються не тільки статичними властивостями генератора, про які говорилося раніше, але і його динамічними властивостями, т. Е. Якістю перехідних процесів зварювального генератора в умовах швидкоплинних збурень по довжині дуги. Динамічні властивості генератора визначаються сукупністю показників якості його перехідних процесів, що визначаються за осцилограмами. Перехідні процеси зазвичай досліджуються і розраховуються не по реальному навантаженню - зварювальної дузі, а визначаються навантаженням генератора провідникові або протидії ЕРС. Осцилограми, що дозволяють приблизно судити про динамічні властивості зварювального зварювального генератора, показані на рис.3 Осцилограма а найбільшою мірою близька до процесу початкового збудження дуги, б - до короткого замикання дугового проміжку краплею розплавленого металу (без повторного порушення дуги), в - до обриву процесу зварювання.
У реальному процесі зварювання обрив короткого замикання при первинному порушенні дуги, як і обрив краплі, зазвичай відбувається значно раніше досягнення струмом короткого замикання сталого значення., Проте для більшої наочності і простоти подальшого пояснення на рис.3 це не показано.
Більшість з наведених на рис.3 показників в певній мірі дозволяє судити про придатність зварювального генератора до ручного дугового зварювання. Так, наприклад, піковий струм при короткому замиканні з холостого ходу або його відносне значення. На цей процес також впливає мінімальне напруження після обриву встановленого короткого замикання або його відносне значення.
Осцилограми б і в на рис. 3 більшою мірою характеризують динамічні властивості генератора в процесі перенесення металу і повторного порушення дуги. Так, наприклад, розбризкування металу при зварюванні в основному визначається значенням зварювального струму в момент обриву краплі, показаної на осциллограмме б. Цей обрив зазвичай відбувається в колекторних зварювальних генераторах завчасно. Однак при інших рівних умовах в великій мірі впливають на динамічні властивості генератора. Як видно з наведених на рис.3 осциллограмм, наближено динамічні властивості зварювального генератора оцінюються по екстремальним значенням струму і напруги зварювального генератора при миттєвому зміні довжини дуги. При цьому екстремальні значення струму більше сталих, а екстремальні значення напруги менше встановленого. У грубому, наближенні при виборі або розрахунку генератора для ручного дугового зварювання необхідно, щоб екстремальні значення цих величин прагнули до їх сталим значенням.
Великий інтерес представляє питання, як впливають окремі конструктивні параметри зварювального генератора і параметри зовнішньої ланцюга на зазначені показники. Це вплив описується нелінійними диференціальними рівняннями другого порядку, і точний облік його можливий тільки з використанням ЕОМ.
Неважко переконатися, що відхилення струму і напруги генератора під час перехідних процесів від сталих значень дорівнюватимуть нулю тільки в разі відсутності магнітного зв'язку між ланцюгом якоря і ланцюгом збудження. Однак практично це недосяжно, оскільки формування крутопадаючих зовнішніх статичних характеристик здійснюється саме за рахунок магнітної взаємодії цих ланцюгів. Зменшення цієї магнітної зв'язку у вітчизняних зварювальних генераторах розглянутої конструкції в основному досягається шляхом рознесення послідовної обмотки збудження і обмотки незалежного збудження на різні полюсні сердечники.
Для практичних цілей також важливо знати, що, пікове значення струму короткого замикання і мінімальне значення напруги холостого ходу обернено пропорційні. Генератор, у якого після обриву короткого замикання в перший момент часу мінімальна напруга холостого ходу має відносно невелике значення, буде мати великий динамічний пік струму короткого замикання. З цієї причини величина Ur min згідно ГОСТ 304-82 є основною величиною, що характеризує якість перехідних процесів зварювального генератора. Відповідно до ГОСТ 304-82 вона не повинна бути менше 24 В в режимі мінімального струму і 37 В в режимі номінального струму.
Відомо, що від величини I к.р. залежить розбризкування металу при зварюванні. Чим більше ця величина при інших рівних умовах, тим більше розбризкування металу при зварюванні. Дослідженнями встановлено, що, зменшуючи цю величину, у вітчизняних колекторних зварювальних генераторів можна зменшити розбризкування металу в 2-3 рази.

Рис.4. Залежність відносного значення динамічного піку струму короткого замикання генератора ДСО-300 А від зміни параметрів ланцюгів якоря і збудження в діапазоні малих струмів (Uго = 43 В; I к.у = 225 А)
- при збільшенні індуктивності розсіювання ланцюга незалежного збудження;
- при збільшенні індуктивності розсіювання ланцюга якоря;
- при збільшенні омічного опору кола збудження;
m - кратність збільшення параметра в порівнянні з вихідним значенням
Залежність перерахованих показників якості перехідних процесів зварювальних генераторів від основних параметрів може бути ілюстрована розрахунковими кривими, показаними на Рис.4 і 5 для вітчизняного зварювального генератора ДСО - 300А.
З кривих на Рис.4 і 5 видно, що найбільший позитивний вплив на відносне значення динамічного піку струму короткого замикання, а відповідно і на відносне значення мінімальної напруги після обриву короткого замикання надає в даному випадку збільшення індуктивності розсіювання обмотки незалежного збудження, яке може бути здійснено , наприклад, включенням додаткового дроселя в цей ланцюг.
Середня швидкість наростання зварювального струму в даному випадку (при малій тривалості) більшою мірою зменшується від збільшення індуктивності розсіювання обмотки якоря, яке може бути здійснено, наприклад, включенням додаткового дроселя в зварювальну ланцюг. Вплив омических опорів ланцюгів на розглянуті показники в даному випадку менш відчутно, проте завжди їх збільшення покращує динамічні властивості генератора. Якісно схожі залежності мають і інші типи генераторів даної схеми, однак ефективність впливу зміни параметрів на показники якості перехідних процесів для кожного конкретного типу може бути іншою і залежить в кожному випадку від співвідношення параметрів зварювального генератора і тривалості перехідних процесів. Чим більше тривалість коротких замикань (зварювання електродами великих діаметрів), тим більший вплив надають омические опору ланцюгів і менше - їх індуктивні опору.
Слід також врахувати, що розглянута вище взаємозв'язок динамічних властивостей генератора з його параметрами носить наближений характер і може бути використана на практиці лише для орієнтовного вибору основних способів поліпшення зварювальних властивостей генераторів.
Більш точний вибір таких способів вимагає детального дослідження перехідних процесів. Так, наприклад, роль індуктивності розсіювання ланцюга якоря зварювального генератора не обмежується описаним вище впливом на екстремальні значення струму і напруги при східчастих збурення по довжині дуги. Індуктивність ланцюга якоря генератора сприятливо впливає на процес зварювання також і в зв'язку з наведенням в ній ЕРС самоіндукції при виникненні швидкісних збурень по довжині дуги. Докладніший аналіз цього впливу можна знайти в літературі зі зварювання.
Принципи побудова у генераторів жорсткий зовнішніх статичних характеристик для Автоматизованої зварювання значний простіше, чем крутопадающих характеристик. Це пояснюється тим, що будь-який колекторний генератор загального застосування має пологопадающих зовнішню статичну характеристику. Нахил цієї характеристики, як відомо, обумовлюється в основному падінням напруги в елементах омічного опору кола якоря і падінням напруги, пов'язаним з розмагнічуючої дії поперечної і поздовжньої реакції якоря. Для компенсації цих падінь напруги з метою отримання більш жорстких характеристик зварювальні генератори мають зазвичай невелику послідовну обмотку збудження ОВП (див, Рис.1), МДС якої спрямована згідно з МДС обмотки незалежного збудження. Регулювання напруги зварювального генератора в даному випадку також здійснюється зміною струму збудження реостатом в ланцюзі збудження. Деякі генератори з жорсткими характеристиками виконуються з самозбудженням.
↑ наверх
Вимоги до динамічних характеристик генераторів для автоматизованої зварювання
Вимоги до динамічних характеристик генераторів для автоматизованої зварювання визначаються виходячи із специфіки процесу. У більшості випадків при зварюванні електродними дротами малого діаметра (0,6-1,6 мм) і при відносно помірних щільності струму перенесення електродного металу здійснюється краплями, які періодично замикають дугового проміжок. В цьому випадку стабільність процесу зварювання і розбризкування металу в великій мірі залежать від значення струму короткого замикання в момент розриву перемички краплею розплавленого металу. Це значення струму, в свою чергу, залежить від усталеного струму короткого замикання і постійної часу зварювального кола. При цьому вплив усталеного струму короткого замикання, а відповідно і провідникові зварювального кола тем більше, чим більше тривалість короткого замикання, що характеризує зварювання на великих токах і електродними дротами великого діаметру.
При малої тривалості коротких замикань значення струму в момент обриву перемички рідкого металу в більшій мірі залежить від індуктивності зварювального ланцюга. При зварюванні в форсованих режимах і електродної дротом великого діаметра процес перенесення металу - струменевий, без коротких замикань »і якість перехідних процесів генератора, в тому числі швидкість наростання струму, мало впливає на процес перенесення металу. Стабільність процесу зварювання в цьому випадку в основному визначається умовами статичної стійкості дуги, т. Е. Формою зовнішніх статичних характеристик зварювального генератора.
↑ наверх
Принципи роботи і формування статичних та динамічних характеристик вентильних зварювальних генераторів
Вентильні зварювальні генератори
Вентильний зварювальний генератор являє собою електричну машину змінного струму з випрямлячем. У вентильному генераторі, на відміну від колекторного, випрямляч є не механічним, а напівпровідникових. Застосування сільноточних напівпровідникових діодів (або тиристорів) дозволило створити випрямляч напруги і струму для електромашинних генераторів будь-якого конструктивного виконання, наприклад синхронних, індукторних, асинхронних. Тому в -світовий практиці можна зустріти вентильні зварювальні генератори, виконані на базі електричних машин змінного струму практично всіх відомих виконань.
Конструктивні особливості вітчизняних вентильних зварювальних генераторів (ВСГ), що випускаються в нашій країні ВСГ найчастіше виконані на базі трифазного индукторной одноіменнополюсной електричної машини, що містить по два пакети статора і ротора з тонколистової електротехнічної сталі (Рис.6). Обидва пакети заліза статора запресовані в сталеву станину, і, отже, станиною вони магнітно з'єднані. Пакети заліза ротора запресовані на сталеву втулку, розташовану на валу генератора, і, отже, між собою також з'єднані магнітно. На кожному пакеті заліза ротора є зубці. Зубці одного пакета зрушені по окружності щодо зубців другого пакету на π електричних градусів.
Силова обмотка якоря покладена в пази пакета статора (загальна для обох пакетів), а тороїдальна обмотка збудження розміщена між пакетами заліза ротора і жорстко прикріплена до станини.

Рис.6 Магнітна система двухпакетного индукторного зварювального генератора з аксіальним потоком збудження
1 - вал; 2 - масивна втулка на валу; 3,8 - пакети заліза ротора; 4 - обмотка якоря; 6,9 - пакети заліза статора; 6 - станина; 7 - обмотка збудження, прикріплена до станини; Ф - основний магнітний потік
З Рис.6 видно, що розглядаються вентильні генератори не мають обмоток, розташованих на роторі. Всі обмотки - якоря і збудження - закріплені на статорі і при роботі зварювального генератора і без листя. Тому в генераторах повністю відсутні ковзні контактні кільця. Таке виконання вентильних генераторів забезпечує високу надійність в експлуатації.
↑ наверх
Електромагнітні процеси в вентильного зварювального генератора
Основний магнітний потік машини Ф наводиться в результаті обтікання обмотки збудження постійним струмом. Индуктироваться магнітний потік спрямований аксіально і замикається через пакети заліза ротора, статора і станину. Зубці одного пакета ротора, в залежності від напрямку струму в обмотці збудження, утворюють як би північні полюси, а зубці другого пакету - південні. При обертанні ротора кожен виток обмотки якоря пронизує пульсуючим магнітним потоком зубців ротора. Миттєве значення потоку, що перетинає виток якоря, цілком залежить від кута повороту зубців ротора. В результаті цього при обертанні ротора в кожній фазі трифазної обмотки статора наводяться змінні ЕРС, зрушені на 2π / 3 електричних градусів.
↑ наверх
Принципова електрична схема і принцип формування зовнішніх характеристик вентильного зварювального генератора
На Рис.7 представлена принципова електрична схема вентильного зварювального генератора. У ній трифазна обмотка индукторного зварювального генератора своїми висновками підключена до трифазного випрямного мосту УО, що складається з силових кремнієвих діодів. Випрямленою струмом живиться зварювальний пост. Необхідні для ручного дугового зварювання крутопадающие зовнішні статичні характеристики вентильного зварювального генератора формуються в основному за рахунок внутрішніх індуктивних опорів самої електричної машини.
При навантаженні, т. Е. При, зварюванні від вентильного зварювального генератора, виконаного за схемою Рис.7, все фази машини завантажуються симетрично.
У режимі зварювання, як показано векторною діаграмою на Рис.8, відповідної висловом (6), падіння напруги генератора від значення при холостому ході E 0- до значення U при навантаженні можна отримати переважно за рахунок поздовжньо розмагнічуючої складової реакції якоря. Ця поздовжньо розмагнічує складова реакції якоря як би створює магнітний потік, зустрічний основному магнітному потоку, створюваному обмоткою збудження.
Оскільки в режимах, близьких до короткого замикання, превалює поздовжня складова струму якоря Id, індуктивне падіння напруги всередині машини майже цілком залежить від поздовжнього індуктивного опору машини х. Значення опору х d, що забезпечує падаючі зовнішні характеристики належної крутизни, залежить від геометричних розмірів муздрамтеатру і обмотки якоря, її параметрів і геометричного розташування на статорі.
Плавне регулювання крутизни зовнішньої вольт-амперної характеристики, іншими словами, плавне регулювання зварювального струму здійснюється зміною ЕРС холостого ходу за допомогою зміни струму збудження зварювального генератора. Зовнішні статичні вольт-амперні характеристики вентильного зварювального генератора представлені на Рис.9.
↑ наверх
Принцип роботи схеми збудження зварювального генератора і управління значенням зварювального струму
Зварювальний генератор працює з самозбудженням від силового ланцюга. Після запуску зварювального генератора початкове самозбудження походить від залишкового магнетизму в масивних ділянках магнітного кола машини (втулка на валу, станина), і на затисках обмоток якоря (рис.7) з'являється невелика ЕРС (3-4 В). трансформатор ТV через випрямляч VD1 починає живити обмотку збудження ОВ постійним струмом, ЕРС на затискачах обмотки якоря починає рости, струм збудження також збільшується і генератор збуджується до напруги холостого ходу. З появою зварювального струму обмотку збудження починає живити і трансформатор ТА через випрямляч VD2. Оскільки природна зовнішня характеристика зварювального генератора, як було показано раніше, падаюча, то з ростом навантаження напруга на затискачах генератора зменшується і складова струму збудження від трансформатора напруги ТV починає також зменшуватися, а складова струму збудження від трансформатора струму ТА з ростом навантаження збільшується. З огляду на те що миттєві значення амплітуд вторинних напруг трансформаторів ТУ і ТА зрушені в часі (по фазі), в режимі будь-якого навантаження обидва трансформатора через свої випрямлячі VD1 і VD2 паралельно живлять обмотку збудження до режиму короткого замикання. При короткому замиканні працює тільки трансформатор ТА. Вентиль VD3 служить для розрядки електромагнітної енергії, накопиченої в індуктивних котушках обмотки збудження і пропускає імпульси струму в проміжках, коли миттєві значення ЕРС від трансформаторів ТV і ТA мають зворотний знак (вентилі VD1 і VD6 замкнені). Таким чином, в вентилях VD1, VD2 і VDЗ протікають імпульси випрямленого струму, зсунуті в часі, в результаті чого обмотка збудження живиться безперервним постійним струмом.
Реостатом R, включеним в ланцюг збудження, регулюється ефективність зворотного зв'язку по струму і, отже, плавно регулюється крутизна зовнішніх вольтамперних характеристик. Реостат виконаний з дистанційним кабелем, зварювальник його може перенести безпосередньо на своє робоче місце.
Реостатом R плавно регулюється зварювальний струм тільки в межах діапазону. Грубе регулювання зварювального струму здійснюється стрибкоподібним зміною внутрішніх опорів (індуктивних Хd і Xq і активного rф) за допомогою перемикання схеми обмотки якоря згідно Рис.10
Розглянемо, як змінюється внутрішній опір машини і, отже, крутизна зовнішніх характеристик при постійному струмі збудження I b = const при переході від одного каналу (рис.10) до іншої. При перемиканні трифазної обмотки якоря зі схеми а на схему б (тоді одна з двох паралельних котушкові груп кожної фази повністю відключається, а залишаються включеними тільки ті котушкові групи, які розміщені на тій же самій половині розточення статора) індуктивний опір, наведене до фази, зростає в два рази, що веде до двократного збільшення крутизни зовнішньої характеристики. Якщо трифазну обмотку якоря переключити зі схеми а на схему в, то індуктивне опір, наведене до фази, зростає .в вісім разів і, отже, у вісім разів збільшується крутизна зовнішньої характеристики. А якщо перейти зі схеми б на схему в, крутизна зовнішньої характеристики збільшується в чотири рази. При всіх цих переходах ЕРС холостого ходу зварювального генератора зберігається незмінною.
Таким чином, поєднанням грубого регулювання струму (шляхом перемикання з одного діапазону в інший) і подрегуліровкі струму збудження реостатом R (див, рис.7) в межах кожного діапазону регулюється струм вентильного зварювального генератора.
↑ наверх
Перехідні процеси і зварювальні властивості
Зварювальні властивості вентильного зварювального генератора, як і колекторного, залежать від статичних характеристик перехідних процесів, що відбуваються в електричній машині під час зварювання.



Рис.10 Схемні з'єднання двох трифазних обмоток на статорі зварювального генератора:
а - діапазон малих струмів;
б - діапазон середніх струмів;
в - діапазон великих струмів;
При зварюванні від вентильного генератора характер протікання перехідних процесів, обумовлених зміною довжини дугового проміжку між електродом і деталлю, залежить в першу чергу від частоти струму якоря і від внутрішніх параметрів генератора. Встановлено, що в разі застосування трифазних обмоток якоря хороші зварювальні властивості виходять при частотах струму якоря вентильного зварювального генератора f = 150 ... 400 Гц. Випрямлений струм короткого замикання досягає свого пікового значення I к.пік приблизно через півперіоду, т. Е. Через час t = 1 / (2 f) від початку короткого замикання. Тому збільшення частоти струму якоря вентильного генератора як би прискорює перехідний процес і призводить до того, що при зварюванні крапля розплавленого електродного металу обривається вже при роботі генератора на спадаючої частини кривої випрямленої струму короткого замикання. Струм I обр в момент обриву краплі стає значно менше свого максимального значення I к. Пік. Ця обставина дозволяє істотно зменшити розбризкування електродного металу при зварюванні від вентильного генератора.
Важливе значення для якості зварювання і стабільності горіння дуги має процес відновлення напруги холостого ходу після обриву короткого замикання. Процес відновлення напруги залежить від інерційності ланцюга збудження і тому в індукторних одноіменнополюсних генераторах триває порівняно довго (0,25-1,5 с). У цьому випадку швидкість наростання напруги після обриву короткого замикання мала в порівнянні зі швидкостями процесів, що відбуваються в зварювального ланцюга .. Тому для вентильних генераторів розглянутого типу стабільність повторного порушення дуги характеризується значенням напруги, яке з'являється на затискачах генератора в момент обриву короткого замикання.
Оскільки обрив краплі при зварюванні, як правило, відбувається при значеннях струму, великих робочого, значення напруги, при зварюванні від вентильного генератора завжди задовольняє умові U r min = 20 + 0,04 I (в вольтах) і процес горіння дуги відрізняється високою стабільністю.
Внаслідок сприятливих перехідних процесів вентильні зварювальні генератори відрізняються хорошими зварювальними властивостями, в тому числі невеликими втратами електродного металу (невеликим розбризкуванням), стабільним горінням і еластичністю дуги. Завдяки цим особливостям від цих генераторів легко може вести зварювання і зварник, який не має великого досвіду.
Слід зазначити, що початкова запалювання дуги при зварюванні від вентильних генераторів дещо інше, ніж при зварюванні від інших джерел. Як було сказано раніше, при підвищеній частоті зменшується час існування ударного струму при коротка замиканні. Внаслідок цього в момент запалювання дуги електродом невеликий ударний струм виділяє і не настільки значна кількість теплової енергії. Тому дуга від короткого замикання зварювального кола киснем електродом деталі загоряється важко ,, Для того щоб легко запалити дугу, необхідно кінцем електрода провести по деталі, як при запалюванні сірника. В цьому випадку дуга легко запалюється, що не вибризгівая електродний метал і не виплавляючи кратера в деталі.
↑ наверх
