
- Вибір типу сердечника зварювального трансформатора
- Вибір проводу обмоток
- Правила намотування обмоток зварювального апарату
- Налаштування саморобного зварювального апарату
- Схема вимірювачів напруги та струму зварювання і конструкція трансформатора струму
Різні конструкий або ремонт металевих вузлів вимагають застосування зварювання. І хоча в продажу з'явилася велика кількість зварювальних апаратів як імпортного, так і російського виробництва, дійсно надійні і хороші апарати коштують дорого, а більш дешеві не завжди забезпечують прийнятне якість зварювальних робіт. Тому нижче ми розглянемо корисний матеріал по конструюванню саморобних зварювальних апаратів, не гірше китайських . У будь-якому випадку, інформація буде корисна навіть при виборі та купівлі вже готових зварювальних апаратів. Для початку можете скачати і почитати книгу по виготовленню сварочніка.
Залежно від використовуваного для зварювання напруги, розрізняють зварювальні апарати постійного і змінного струму. Зварювальні апарати з використанням малих постійних струмів застосовують при зварюванні тонколистового металу, зокрема, покрівельної і автомобільної стали. Зварювальний дуга в цьому випадку більш стійка і при цьому зварювання може відбуватися як на прямій, так і на зворотній полярності, що подається постійної напруги. На постійному струмі можна варити електродної дротом без обмазки і електродами, які призначені для зварювання металів при постійному або змінному струмі. Для додання горіння дуги на малих токах бажано мати на зварювальної обмотці підвищена напруга холостого ходу Uхх до 70 В. Для випрямлення змінного струму, як правило, використовують мостові випрямлячі на потужних діодах.
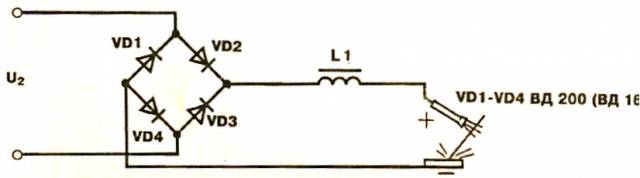
Для згладжування пульсацій напруги один з висновків апарату під'єднують до держателю електродів через дросель L1, що представляє собою котушку з 10 - 15 витків мідної шини перетином S = 35 мм2 намотаною на будь-якому осерді, наприклад від магнітного пускача. Для випрямлення і плавного регулювання зварювального струму використовуються більш складні схеми з використанням потужних керованих тиристорів. Переваги регуляторів постійного струму - в їх універсальності. Діапазон зміни ними напружень становить 0,1-0,9 Uxx. що дозволяє використовувати їх не тільки для плавного регулювання струму зварювання, а й для зарядки акумуляторних батарей, харчування електронагрівальних елементів і інших цілей.
Зварювальні апарати змінного струму застосовуються при зварюванні електродами, діаметр яких понад 1,6 - 2 мм, а товщина зварювальних виробів - більш 1,5 мм. При цьому струм зварювання значний (десятки ампер) і дуга горить досить стійко. Використовуються електроди, призначені для зварювання тільки на змінному струмі. Для нормальної роботи зварювального апарату необхідно:
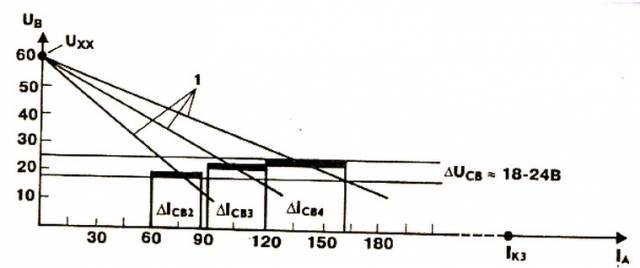
1. Забезпечити вихідна напруга для надійного запалювання дуги. Для аматорського сварочніка Uxx = 60в. Більш високу вихідну напругу холостого ходу не рекомендується, що пов'язано в основному з забезпеченням безпеки роботи.
2. Забезпечити напругу зварювання Uсв необхідне для стійкого горіння дуги. Залежно від діаметра електрода - Uсв = 18-24в.
3. Забезпечити номінальний зварювальний струм I св = (30-40) d е, де Iсв- величина зварювального струму, А; 30-40 - коефіцієнт, що залежить від типу і діаметра електрода; d е - діаметр електрода, мм.
4. Обмежити струм короткого замикання Iкз, величина якого не повинна перевищувати номінальний зварювальний струм більш ніж на 30 - 35%.
Сталий горіння дуги можливо в тому випадку, якщо зварювальний апарат буде володіти падаючої зовнішньої характеристикою, яка визначає залежність між силою струму і напругою в зварювального ланцюга.
Для ступеневої перекриття діапазону зварювальних струмів необхідна комутація як первинних обмоток, так і вторинних (що конструктивно складніше через велику протікає в ній струму). Крім того, для плавного зміни струму зварювання в межах обраного діапазону використовуються механічні пристрої переміщення обмоток. При видаленні зварювальної обмотки щодо мережевий збільшуються магнітні потоки розсіювання, що призводить до зниження струму зварювання. Конструюючи аматорський зварювальний апарат не слід прагнути до повного перекриття діапазону зварювальних струмів. Доцільно на першому етапі зібрати зварювальний апарат для роботи з електродами діаметром 2-4 мм, а на другому етапі, в разі необхідності роботи на малих токах зварювання, доповнити його окремим випрямним пристроєм з плавним регулюванням зварювального струму. Аматорські зварювальні апарати повинні задовольняти ряду вимог, основні з яких наступні: відносна компактність і невелику вагу; достатня тривалість роботи (не менше 5 - 7 електродів d е = 3-4 мм) від мережі 220в. Вага і габарити апарату можуть бути знижені завдяки зменшенню його потужності, а збільшення тривалості роботи - завдяки використанню стали з високою магнітною проникністю і теплостійкою ізоляції обмотувальних проводів. Ці вимоги нескладно виконати, знаючи основи конструювання зварювальних апаратів і дотримуючись запропонованої технології їх виготовлення.
Вибір типу сердечника зварювального трансформатора
Для зварювальних апаратів використовують в основному магнітопроводи стрижневого типу, оскільки у виконанні вони більш технологічні. Сердечник набирають з пластин електротехнічної сталі будь-якої конфігурації товщиною 0,35-0,55 мм, стягнутих шпильками, ізольованими від сердечника.

При підборі сердечника необхідно враховувати розміри "вікна", щоб помістилися обмотки зварювального апарату, і площа поперечного перерізу сердечника (керна) S = axb, см2. Як показує практика, не слід вибирати мінімальні значення S = 30 см, оскільки зварювальний апарат не буде мати необхідним запасом потужності і якісне зварювання отримати буде важко. Та й перегрів зварювального апарату після нетривалої роботи також неминучий. Перетин сердечника має становити S = 50 см2. Зварювальний апарат буде трохи важче, але не підведе! Дедалі більшого поширення набувають аматорські зварювальні апарати на сердечниках тороїдального типу, які володіють більш високими електротехнічними характеристиками, приблизно в 5 разів вище, ніж у стрижневого, а електропотері невеликі. Трудовитрати на їх виготовлення більш значні і пов'язані в першу чергу з розміщенням обмоток на торі і складністю самої намотування. Однак при правильному підході вони дають хороші результати. Сердечники виготовляють з стрічкового трансформаторного заліза, згорнутого в рулон в формі тора. Наприклад сердечник з автотрансформатора «Латр» на 9 А. Для збільшення внутрішнього діаметра тора з внутрішньої сторони відмотують частина сталевої стрічки і намотують на зовнішню сторону сердечника. Але, як показує практика, одного «Латра» недостатньо для виготовлення якісного сварочніка (мало перетин S). Навіть після роботи з 1-2 електродами діаметром 3 мм він перегрівається.
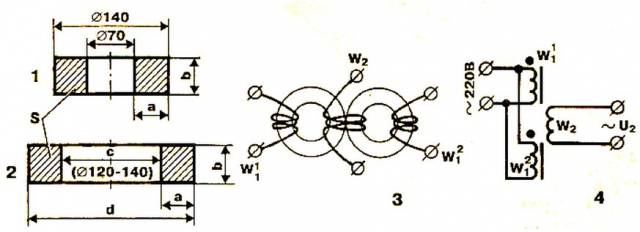
Можливе використання двох подібних сердечників за наступною схемою або виготовлення одного сердечника шляхом перемотування двох. Іноді їх роблять на основі статоров асинхронних трифазних електродвигунів великої потужності. Вибір сердечника визначається площею поперечного перерізу статора S. Штамповані пластини статора не в повній мірі відповідають параметрам електротехнічної трансформаторної сталі, тому зменшувати перетин S менше 40 см недоцільно. Статор звільняють від корпусу, видаляють з внутрішніх пазів статорні обмотки, зрубують зубилом перемички пазів, захищають внутрішню поверхню напилком або абразивним кругом, скругляют гострі кромки сердечника і обмотують його щільно, з перекриттям бавовняної ізоляційною стрічкою. Сердечник готовий для намотування обмоток.
Вибір проводу обмоток
Для мережевих обмоток зварювального апарату краще використовувати спеціальний термостійкий мідний обмотувальний провід в бавовняної або стеклотканевой ізоляції. Задовільною теплостійкістю володіють також дроти в гумовій або гумовотканинної ізоляції. Не рекомендується використовувати для роботи при підвищеній температурі дроти в ПХВ ізоляції через можливе її плавлення, витікання з обмоток і короткого замикання витків. Тому полихлорвиниловую ізоляцію з проводів необхідно або зняти і обмотати дроти по всій довжині бавовняної ізоляційною стрічкою, або взагалі не знімати, а обмотати дріт поверх ізоляції.
При підборі перетину обмотувальних проводів з урахуванням періодичної роботи зварювального апарату допускається щільність струму 5 А / мм 2. Потужність вторинної обмотки можна розрахувати за формулою P2 = Iсв * Uсв. Якщо зварювання ведеться електродом d е = 4 мм, при струмі 130-160 А, то потужність вторинної обмотки складе: Р2 = 160 * 24 = 3,5-4 кВт, а потужність первинної обмотки з урахуванням втрат складе близько 5-5,5 кВт . Виходячи з цього, максимальний струм в первинній обмотці може досягати 25 А. Отже, площа перетину дроту первинної обмотки S1 повинна бути не менше 5 мм 2.
На практиці площа перетину дроту бажано взяти трохи більше, приблизно 7 мм 2. Для намотування береться прямокутна шина або мідний обмотувальний провід діаметром 2,6 ... 3 мм без обліку ізоляції. Площа перетину S намоточного дроти в мм2 обчислюють за формулою: S = (3,14 * D2) / 4 або S = 3,14 * R2; D - діаметр голого мідного дроту, який вимірюється в мм. При відсутності проводу потрібного діаметра, намотування можна вести в два дроти відповідного перетину. При використанні алюмінієвого проводу його перетин необхідно збільшити в 1,6..1,7 рази. Число витків первинної обмотки W1 визначається з формули:
W1 = (k2 * S) / U1, де
k2 - постійний коефіцієнт;
S - площа перетину ярма в см2.
При W1 = 240 витків роблять відводи від 165, 190 і 215 витків, тобто через кожні 25 витків. Більша кількість відводів мережевий обмотки, як показує практика, недоцільно. Це пов'язано з тим, що за рахунок зменшення числа витків первинної обмотки збільшується як потужність зварювального апарату, так і Uхх, що призводить до підвищення напруги горіння дуги і погіршення якості зварювання. Зміною тільки числа витків первинної обмотки домогтися перекриття діапазону зварювальних струмів без погіршення якості зварювання не вдається. В цьому випадку необхідно передбачити перемикання витків вторинної (зварювальної) обмотки W2.
Вторинна обмотка W2 повинна містити 70 витків мідної ізольованою шини перерізом не менше 25 мм2 (краще перетином 35 мм 2). Для намотування вторинної обмотки підходить також гнучкий багатожильний провід, наприклад, зварювальний, і трифазний силовий багатожильний кабель. Головне, щоб перетин силовий обмотки не було менше необхідного, а ізоляція проводу була теплостійкою й надійної. При недостатньому перерізі дроту можливе намотування в два і навіть в три дроти. При використанні алюмінієвого проводу його перетин необхідно збільшити в 1,6 рази. Висновки зварювальної обмотки зазвичай заводять через мідні наконечники під клемні болти.
Правила намотування обмоток зварювального апарату
Мережеву обмотку на муздрамтеатрі стрижневого типу можна розташувати двома основними способами. Перший спосіб дозволяє отримати більш "жорсткий" режим зварювання. Мережева обмотка при цьому складається з двох однакових обмоток W1, W2, розташованих на різних сторонах сердечника, з'єднаних послідовно і мають однаковий перетин проводів. Для регулювання вихідного струму на кожній з обмоток роблять відводи, які попарно замикаються.
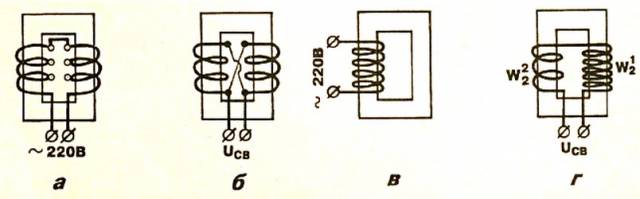
Другий спосіб намотування первинної обмотки представляє намотування проводу на одній зі сторін сердечника. В цьому випадку зварювальний апарат має крутопадаючих характеристику, варить "м'яко", довжина дуги менше впливає на величину зварювального струму, а отже, і на якість зварювання.
Після намотування первинної обмотки зварювального апарату необхідно перевірити на наявність короткозамкнених витків і правильність обраного числа витків. Зварювальний трансформатор включають в мережу через запобіжник (4-6 А) і якщо є амперметр змінного струму. Якщо запобіжники або сильно гріється - це явна ознака короткозамкнутого витка. В цьому випадку первинну обмотку необхідно перемотати, звернувши особливу увагу на якість ізоляції.
Якщо зварювальний апарат сильно гуде, а споживаний струм перевищує 3 А, то це означає, що число витків первинної обмотки занижено і необхідно подмотать ще кілька витків. Справний зварювальний апарат повинен споживати струм на холостому ходу не більше 1 А, що не грітися і сильно не гудіти.
Вторинну обмотку зварювального апарату завжди намотують на двох сторонах сердечника. За першим способом намотування вторинна обмотка складається з двох однакових половин, включених для підвищення стійкості дуги зустрічно-паралельно. В цьому випадку переріз проводу можна взяти трохи менше, тобто 15..20 мм 2. При намотуванні вторинної обмотки за другим способом, спочатку на вільної від обмоток стороні сердечника намотується 60% від загального числа її витків. Ця обмотка служить, в основному, для підпалу дуги, а під час зварювання, за рахунок різкого збільшення розсіювання магнітного потоку, напруга на ній падає на 80-90%. Інша кількість витків вторинної обмотки у вигляді додаткової зварювальної обмотки W2 намотується поверх первинної. Будучи силовий, вона підтримує в необхідних межах напруга зварювання, а отже, і зварювальний струм. Напруга на ній падає в режимі зварювання на 20-25% відносно напруги холостого ходу.
Перемикання обмоток в зварювальних апаратах простіше зробити за допомогою мідних наконечників і клем. Мідні наконечники в домашніх умовах можна виготовити з мідних трубок відповідного діаметру завдовжки 30 мм, закріпивши в них дроти обпресуванням або паянням. При зварюванні в різних умовах перемиканням обмоток налаштовують зварювальний апарат на оптимальний режим зварювання, і далі перемикач можна встановити в нейтральне положення.
Налаштування саморобного зварювального апарату
При зварюванні різними електродами знімають значення струму зварювання - Iсв і напруги зварювання Uсв, які повинні знаходиться в необхідних межах. Якщо зварювальний струм малий, що буває найчастіше (електрод липне, дуга нестійка), то в цьому випадку перемиканням первинної і вторинної обмоток встановлюють необхідні значення, або перерозподіляють кількість витків вторинної обмотки (без їх збільшення) в бік збільшення числа витків, намотаних поверх мережевий обмотки.
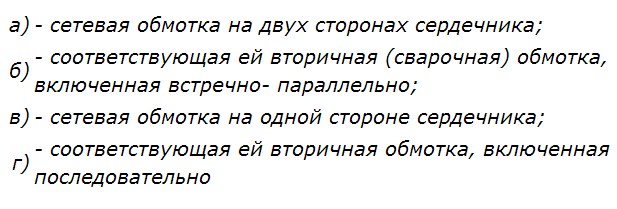
Схема вимірювачів напруги та струму зварювання і конструкція трансформатора струму
Вимірювач напруги підключають до вихідної обмотки трансформатора. Налаштування здійснюють за допомогою будь-якого тестера, яким контролюють вихідна напруга зварювання. За допомогою змінного опору R3 стрілку приладу встановлюють на кінцеве поділ шкали при максимальному значенні Uxx. Шкала вимірювача напруги досить лінійна. Для більшої точності можна зняти три контрольні точки і проградуювати вимірювальний прилад на вимір напруг.

Більш складно налаштувати вимірювач струму, оскільки він підключається до самостійно виготовленому трансформатору струму. Останній являє собою сердечник тороїдального типу з двома обмотками. Розміри сердечника (зовнішній діаметр 40 мм) принципового значення не мають, головне, щоб вмістилися обмотки. Матеріал сердечника - трансформаторна сталь, пермаллой або ферит. Вторинна обмотка складається з 600 витків мідного ізольованого проводу марки ПЕЛ, ПЕВ, краще ПЕЛШО діаметром 0,2 мм і підключена до вимірника струму. Первинна обмотка - це силовий провід, що проходить всередині кільця і підключається до клемних болта. Налаштування вимірювача струму полягає в наступному. До зварювальної обмотці підключають калібрований опір з товстої ніхромового дроту на 2 секунди (сильно гріється) і вимірюють напругу на виході сварочніка. Згідно із законом Ома визначають струм, що протікає в зварювальної обмотці. Наприклад, при підключенні Rн = 0,2 Ом U вих = 30в. Відзначають точку на шкалі приладу. Трьох вимірювань з різними RH досить, щоб відкалібрувати вимірювач струму. Після калібрування прилади встановлюють на корпус, користуючись загальноприйнятими рекомендаціями. При зварюванні в різних умовах перемиканням обмоток налаштовують зварювальний апарат на оптимальний режим зварювання, і далі перемикач можна встановити в нейтральне положення. Отже, на основі цих рекомендацій можна зробити цілком гідний зварювальний апарат своїми руками, навіть не маючи особливого досвіду. Л. А. Ерликін
Продовжуючи тему Зварювальний апарат своїми руками:
