
- Принцип роботи зварювання
- Зварювальні роботи
- Популярні типи зварювальних апаратів
- зварювальний трансформатор
- Зварювальні апарати інверторного типу
- зварювальні випрямлячі
- зварювальні напівавтомати
- Вибираємо зварювальний апарат
- Потужність зварювального апарату
- ПВР - тривалість часу роботи
- Клас захисту апарату
- Можливість зварювати різні метали
- Напруга холостого ходу
Зварювальним апаратом вже нікого не здивуєш, і важко уявити будівельний об'єкт без цього корисного і необхідного електричного інструменту. Однак процес зварювання металів став можливий лише трохи більше 130 років тому, коли в 1882 році інженеру Бенардосу Микола Миколайовичу не вдалося винайти зварювальний апарат. Через 4 роки Бенардос отримав патент на своє «дітище», і цю дату можна вважати офіційним «днем народження» зварювального апарату. Про зварюванні металів, принципах роботи апарату, видах, і як вибрати потрібну модель - читайте в нашій статті.
Історія «служіння» металів людям налічує не одну тисячу років, робити зброю, посуд і прикраси ми навчилися вже давно. А ось будувати почали відносно недавно, з початком «залізного віку». І сьогодні сталь застосовується в будівництві житлових і промислових будівель, з неї виробляють автомобілі, поїзди, зі сталі будують мости і залізні дороги, і ще багато іншого. І саме зварювання дозволила це робити, закріплюючи сталеві елементи більш надійно, ніж це робили болти і заклепки.
Принцип роботи зварювання
Технологія дугового зварювання дозволяє створити міцне з'єднання сталевих деталей. При цьому структура зварювального шва така ж, як і у самого елемента. Така зчіпка утворюється під дією високої температури на молекулярному рівні.
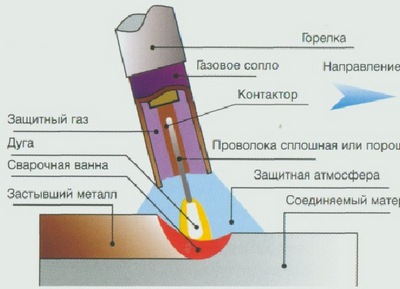
А таку високу температуру може видати тільки електрична дуга, яка нагріває металеві елементи до декількох тисяч градусів. Електрична дуга утворюється між двома електродами, і є ні чим іншим, як коротким замиканням. Напруга подається на електроди, і збільшується до тих пір, поки не відбувається пробою ізолятора - повітря. Новоутворена дуга нагрівається, тобто відбувається так званий «розпал дуги», потім вона стабілізується.
Зварювальні роботи
Зварювальний електрична дуга зазвичай розпалюється безпосередньо за допомогою деталі, що зварюється, тобто сталевий елемент служить другим електродом, до якого підключена «маса» (це робиться спеціальним кабелем - «крокодилом»). Таким чином, струм подається на електрод в руках зварника, між електродом і зварюються поверхнями утворюється дуга, яка і оплавляє краю деталей, що з'єднуються. В отриману «зварювальну ванну» додається і розплав, що отримується від електрода. Коли дуга відводиться від місця зварювання, шов твердне. Ось коротко і весь процес зварювання.
Насправді, вище описаний варіант зварювання - найпростіший, проте, технологія, де використовується плавиться електрод (в деяких випадках це дріт-присадка) є найпопулярнішою. Однак є методи зварювання за допомогою неплавких електродів, тобто електродів з вольфрамовими, графітовими або вугільними стрижнями. Такі електроди застосовуються, наприклад, при роботі з аргоновой зварюванням.
Треба сказати, що правильний вибір електрода - запорука успішної і надійної зварювання. Для різної глибини проплавлення і так званої довжини дуги, необхідно підібрати певну марку електрода і дроту. Справа в тому, що склад обмазки (шихти) електрода безпосередньо впливає на якість і властивості зварювального шва.
Вміщені в складі обмазки електроди речовини здатні захистити зварювальну ванну від впливу повітря, що є обов'язковою умовою в технологічному процесі зварювання. Правда, існує ще і технологія MIG-MAG, тобто, коли газ (гелій, аргон і т.д.) з балона подається до місця зварювання, виводячи кисень, але перший варіант набагато зручніше.
Процес зварювання вимагає стабільного енергопостачання, оскільки електрична дуга повинна бути рівною і стійкою, тільки в цьому випадку вийти отримати шов, близький до ідеалу, і скріпити деталі, що зварюються міцно і надійно. Таким чином, джерело струму повинен бути стабільним і надійним, без стрибків і переривань. Так само важливо визначити необхідну силу струму, що досить складно, навіть для досвідченого зварювальника. Як правило, чим більше і масивніше деталі, які потрібно зварювати, тим глибше повинен бути шов, і відповідно, тим більшого діаметру буде електрод. А це означає, що і потужність і сила струму зварювального апарату повинна бути пропорційно високою.
Крім того, для стабільної дуги (а значить і для якісного зварювання) краще використовувати постійний струм, така дуга буде горіти без переривань і бризок, зварювальний шов вийде, безсумнівно, якісним. Сварка з застосуванням змінного струму використовується в основному досвідченими зварниками, а так само для зварювання елементів з алюмінію і його сплавів.
Якість зварювальних робіт залежать в першу чергу від компетентності зварника, тільки його досвід і навички дозволять правильно вибрати силу струму, тип електрода. Тільки зварювальник може підтримувати стабільну дугу, чітко переміщати електрод по шву. Незважаючи на це, вибір зварювального апарату також важливий, і про них ми і поговоримо нижче.
Популярні типи зварювальних апаратів
Зварювальний апарат, що працює від мережі, по суті є перетворювачем енергії, адже він отримуючи енергію від мережі, повинен знизити напругу, потім збільшити силу струму до необхідного рівня (як правило, 100-200 А). Крім того, зварювальний апарат робить ток постійним. Який зварювальний апарат краще - питання, звичайно ж, неправильний, його тип залежить від конкретних вимог до приладу.
зварювальний трансформатор
Це надійний і невибагливий трудяга, до того ж вартість його невисока. Зварювальні трансформатори користуються великим успіхом вже багато років, і на сьогодні є найпопулярнішими.
Головна деталь цього зварювального пристрою - потужний силовий трансформатор, що працює на частоті 50 Гц. Струм, вступаючи з мережі, активується у змінний струм більш низької напруги - з 220 до 60-90 В, але з більш збільшеною силою струму - 100-200 А. В подібних "зварювальників" сила струму регулюється механічно, переміщенням вторинної обмотки на осерді.
Зварювальні трансформатори мають кілька незаперечних переваг: низька ціна, проста і невибаглива конструкція, яка легко піддається ремонту. Однак, є і недоліки: змінний струм зварювального апарату робить задачу виробництва якісного шва дуже скрутній, дугу складно утримувати в стабільному стані, ККД пристрою досить низький - 80% і нижче. Нарешті, зварювальний трансформатор - прилад важкий і габаритний. Проте, такі зварювальні апарати служать довго, вірою і правдою.
Зварювальні апарати інверторного типу
Цей вид зварювальних апаратів з'явився відносно недавно, став відомий широким масам лише в середині 80-х років минулого століття. Однак випрямлячі з транзисторним інвертором на сьогодні визнані найперспективнішими зварювальними апаратами.

Принцип дії інвертора такий: перш за все, струм проходить через напівпровідник, тим самим випрямляючи. Потім він згладжується, проходячи через фільтр, далі постійний струм з частотою в 50 Гц перетвориться назад в змінний, але вже з куди більшою частотою - 10 і вище кілогерц. Таким чином, інвертований ток потрапляє в трансформатор, який знижує напругу і збільшує силу струму, потім через високочастотний фільтр і випрямляч, постійний струм подається на електрод.
До переваг зварювальних апаратів інвертороного типу відносять:
можливість працювати безперервно багато годин;
ККД до 95%, що є відмінним показником. Втрати енергії невеликі, інвертор здатний працювати від побутової мережі в 220 В;
величезні можливості по налаштуванню апарату, наприклад, відрегулювати струм можна (точна широта регулювання залежить від моделі) в проміжку від 5 до 200 А, а це дозволяє зварювати практично будь-які матеріали, з використанням електродів різної товщини, аж до найтонших;
відносно висока безпека від ураження струмом;
інвертор дозволяє створювати якісний зварний шов, причому навіть зварнику з невеликим досвідом роботи;
регулювання інвертора дозволяють плавно знижувати або підвищувати напругу і струм зварювального апарату, а від перепадів і стрибків напруги у пристрої є захист;
Крім того, одним з найважливіших переваг сучасних інверторів є збільшення частоти струму. Дуга інвертора стабільна, легко розпалюється.
Звичайно ж, як і у будь-якого складного пристрою, є у інвертора і недоліки. В першу чергу, це висока ціна приладу, а також не менше висока вартість ремонту. Крім того, інвертор дуже чутливий до пилу, вологи і низькій температурі, чого дуже і дуже багато на будівельному майданчику.
зварювальні випрямлячі
Зварювальний випрямляч можна назвати модифікованим зварювальним трансформатором, так як має з ним багато спільного. Але відмінності в тому, що після перетворення, ток подається не на дугу, а на кілька випрямлячів, проходячи через які, вже постійний струм подається на електрод. Завдяки чому вдається досягти стійкої дуги, і, як наслідок, шва високої якості.

Незважаючи на своє подібності з трансформаторами, випрямлячі мають більш складну конструкцію. Крім випрямлячів, пристрій забезпечується вентиляторами охолодження, апаратурою для захисту від перепадів напруги, вимірювальними і регулювальними приладами.
Переваги у випрямлячів є, і їх чимало:
розмір і вага приладу помітно менше трансформатора;
можливість досягнення великої глибини плавлення;
мінімум бризок присадочного матеріалу під час зварювальних робіт;
стабільна дуга, яка легко підтримується, в результаті виходить шов високої якості;
випрямлячем можна зварювати чавун, теплостійких сталей, а також кольорові метали.
До недоліків (а є і вони) відносяться наступне:
висока вартість, яка порівнянна з вартістю інвертора;
складна система охолодження пристрою, за якою потрібен ретельний догляд;
конструкція досить складна, і при цьому ККД трохи нижче, ніж у інвертора.
Крім того, підключити зварювальний випрямляч, як правило, неможливо до звичайної розетки. Однак недоліки не настільки критичні, що робить прилад досить привабливим для покупки.
зварювальні напівавтомати
Напівавтомати зварювальні - це не що інше, як зварювальний установка стаціонарного типу. Зварювальний дріт в таких пристроях подається до місця зварювання за допомогою спеціального механізму, де розплавляється і потрапляє в зварювальну ванну. Для роботи використовується зазвичай аргон, гелій або вуглекислий газ, який витісняє повітря безпосередньо у ванни, і тим самим забезпечуючи захист шва від впливу кисню. Якщо використовується флюсова дріт, то подача газу не обов'язкова.

Зварювальні напівавтомати мають ряд переваг і недоліків. До перших ставитися одержуваний якісний шов, причому як дуже довгий, так і дуже короткий, практично точковий шов, можливість зварювання тонколистових елементів, велика продуктивність, чимала кількість налаштувань і регулювань, можливість зварювання деталей, виготовлених з нержавіючої сталі, кольорових металів і т.д. До других, тобто до недоліків, відноситься перш за все висока ціна самого апарату, а також витратних матеріалів для його роботи, балони з газом роблять пристрій практично стаціонарним, а майже повна неможливість роботи напівавтомата на вулиці (вітер здуває газ від зварювальної ванни) завершує список недоліків даного зварювального апарату.
Вибираємо зварювальний апарат
Конкретна модель зварювального апарату підбирається виходячи з вимог, які будуть пред'явлені приладу в процесі його експлуатації. Ось перелік технічних характеристик, на які необхідно звертати увагу:
Один з головних параметрів - напруга мережі, від якої буде харчуватися апарат. Для побутових потреб зварювальний апарат повинен працювати від 220 В, інакше буде вічною проблемою шукати мережу з напругою в 380 В. Інвертори погано переносять перепади напруги, і тому повинні бути укомплектовані захистом від перепадів.
Потужність зварювального апарату
Потужність, споживана зварювальним апаратом - наступний важливий параметр. Як правило, в паспорті приладу вказується максимальна споживана потужність приладу для зварювальних робіт, тобто пікові навантаження. Завдяки цим даним можна завжди знати, чи достатньо потужності мережі для повноцінної роботи зварювального апарату. Деякі прилади можуть працювати при зниженому напрузі, проте в цьому випадку їх продуктивність помітно знизиться.

Від того, яку силу струму зможе видати зварювальний апарат, залежить товщина приварюється металу і максимально можливий діаметр електрода. Професійні апарати видають 300 і більше ампер (А), побутові та будівельні прилади розраховані на 200-250 А. В цілому фахівці рекомендують купувати побутові зварювальні апарати з широким діапазоном настройок, тобто здатністю регулювати рівень потужності, а також брати прилад з запасом потужності.
ПВР - тривалість часу роботи
Тривалість часу роботи зварювального апарату є важливим показником у визначенні продуктивності. Робочий цикл апарату складається з дух періодів: безперервна робота / відпочинок, які визначаються в процентному співвідношенні. Наприклад, якщо цикл становить 10 хвилин (європейський робочий цикл), і вказано ПВР 30%, то апарат перестане працювати через 3 хвилини - захист просто його відключить. Відновити роботу можна буде тільки через 7 хвилин. У Росії робочий цикл в два рази менше, але і цього вистачає. Адже вести безперервно шов довго неможливо, необхідно міняти електрод, контролювати якість шва. Треба сказати, що ПВР може збільшуватися, якщо сила струму знижена, а може і знижуватися, якщо робота ведеться при більш високій температурі, ніж розрахована.
Клас захисту апарату
Зварювальний апарат захищений - від вологи і пилу, які можуть пошкодити його. Добросовісний виробник завжди вказує код захисту в діапазоні від IP21 до IP23. Цифра «2» означає захист від проникнення в корпус апарату предметів товщиною понад 12 мм. Друга цифра, «1», «2» або «3» - це показник захисту від вологи.
Можливість зварювати різні метали
Вибираючи зварювальний апарат, слід знати, на що той здатний. Краще, якщо обрана модель зможе, крім дугового зварювання (індекс «ММА»), працювати і по аргонно-дугового технології, тобто зварювати кольорові метали (індекс «TIG»).
Напруга холостого ходу
Це одна з найважливіших характеристик зварювального апарату. Напруга холостого ходу (Ux.x, HXX) - це ніщо інше, як здатність «сварочніка» розпалювати електричну дугу в перший і наступні рази, підтримувати її стабільне горіння. Для розпалювання дуги потрібно напруги в півтора-два рази більше, ніж для її стабільного горіння. Якщо в цифрах, то для зварювальних апаратів, що працюють на постійному струмі буде потрібно максимум 90 В, для які споживають змінний - 80 В. Але є моделі, які з успіхом розпалюють дугу і при 30 В.
У висновку скажемо, що вибираючи зварювальний апарат, перш за все зверніть увагу на виробника, на документацію (паспорт повинен бути російською мовою і містити якомога більше інформації про моделі). Крім цього, повинна бути мережа сервісного обслуговування, це полегшить життя в майбутньому. Вдалого вибору!
СтройкаПортал.Ру | всі статті | В розділ: Інструменти для будівництва | Питання відповідь
