

Рис. TedGum
Есть несколько взаимно движущихся элементов в подвеске каждой машины. Их соединения должны обеспечивать плавность этих перемещений, отсутствие люфта и способность гасить вибрации.
Строительство и производство
Все технические требования к подвижным подвесным соединениям выполнены из резины и металла. Они обычно состоят из двух металлических частей, связанных с резиной во время процесса вулканизации.
Основной целью конструирования металлических и резиновых элементов является достижение их высокой прочности и надежности. С этой целью анализируются слабые места новой конструкции детали, которые затем удаляются путем усиления отдельных деталей, например, путем оптимизации резиновой смеси, увеличения объема резины и изменения внутренней структуры для достижения ее повышенной устойчивости к перегрузке. Такие решения значительно увеличивают срок службы втулки и, кроме того, повышают безопасность и комфорт езды.
Разумеется, инженеры во время проектных работ учитывают всю систему данной подвески и проверяют, приведет ли улучшение отдельных компонентов к преждевременному износу других деталей.
Хорошая резиновая смесь должна содержать не менее 60% натурального или синтетического каучука, а остальная часть его состава зависит от специфики работы данного элемента. Каждая партия резиновой смеси, прежде чем она поступит в производство металлических и резиновых элементов, испытывается в лаборатории с точки зрения таких свойств, как твердость, прочность на растяжение и относительное удлинение при разрыве. Специальные объемные испытания также проводятся. Только после получения сертификата качества резиновая смесь одобрена для производства гибких соединителей.
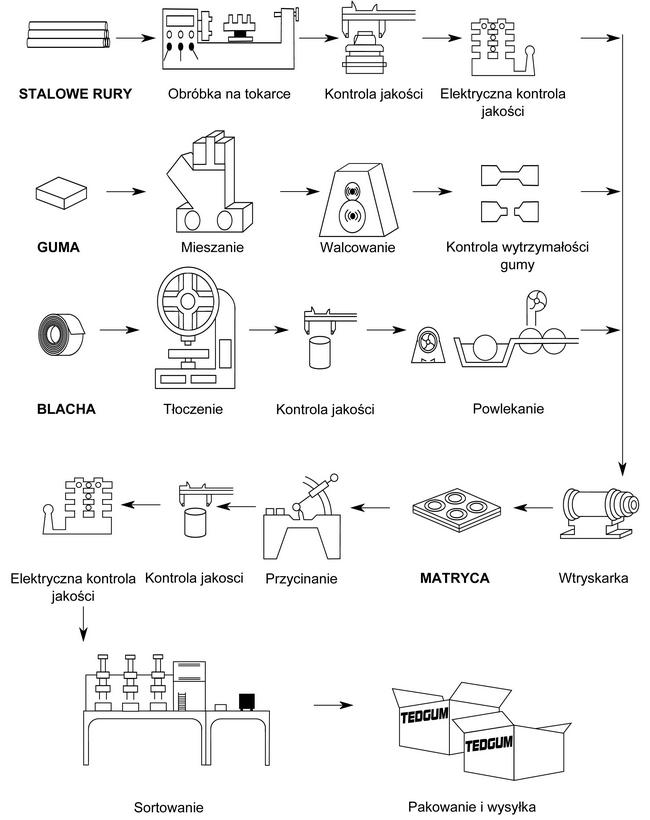
Производственный процесс
Процесс вулканизации металлических и резиновых элементов заключается в следующем: резиновая смесь в жидком состоянии вдавливается в матрицу, в которой она приобретает форму данного продукта. Условием хорошего качества продукции является соответствие следующим требованиям:
- адекватное давление в матрице, постоянное давление в прессе;
- правильное удаление ненужного воздуха из матрицы через ее каналы;
- поддержание нужной температуры на протяжении всего процесса вулканизации;
- Время вулканизации конкретного продукта зависит от размера и типа изделия.
Процесс контроля качества одного элемента является многоуровневым и сопровождает весь производственный цикл. Сначала прототип тщательно осматривается. Массовое производство может быть начато только тогда, когда оно соответствует всем критериям качества. В элементах, выполняемых в отделе обработки, проверяется точность всех их размеров. Готовая продукция перед отправкой клиенту проверяется на качество и долговечность, что означает, что со склада остается только товар высочайшего качества.
Мастерская по ремонту
Механик, выполняющий ремонт или даже осмотр подвески, обычно выполняет функцию судьи, который принимает решение о назначении заменяемой или ремонтируемой детали. После этого решения вопрос о сумме расходов на ремонт, которые должны быть отнесены на счет владельца или пользователя транспортного средства, еще предстоит решить. В этом отношении решения могут быть разными, потому что они зависят от индивидуального подхода к каждому автомобилю. Транспортные средства в «старости», а таких в нашей стране достаточно (средний возраст автомобилей, передвигающихся по нашим дорогам, составляет 14 лет), чаще всего они получают так называемые замены, что экономически оправдано.
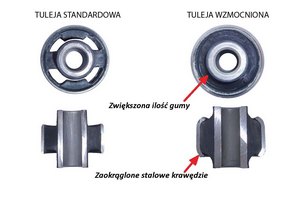
Еще одним фактором, влияющим на стоимость ремонта, является способ их изготовления. Чаще всего в связи с заводскими конструктивными ограничениями весь элемент должен быть заменен. Это более удобное и быстрое решение, но не обязательно дешевле. Иногда, однако, стоит рассмотреть возможность замены поврежденных частей одним и тем же элементом. В случае транспортных средств, используемых в сложных дорожных условиях, вызывающих ускоренный износ подвесок, может быть экономически выгодно заменить оригинальные резинометаллические втулки их усиленными конструкциями. На рисунках показаны различия между армированной и стандартной продукцией.
Одним из основных и зачастую решающих факторов здесь является наличие запчастей. Из-за времени ремонта он играет более важную роль, чем цена. На рынке представлено много видов деталей разных производителей, различного качества и цены. Поэтому стоит использовать следующие критерии рационального выбора.
Резина в купленном элементе не должна быть sparciała, поскольку она показывает очень длительное хранение в не всегда соответствующих условиях. Защищает резину от воскового или парафинового покрытия перед быстрым старением.
Металло-резиновые рукава можно проверить на прессе, потому что резина, деформированная под давлением на 20-30% от размера покоя, должна полностью возвратиться к нему в течение 1-2 секунд. Если изделие не выдерживает этого испытания, поищите резинометаллические детали другого производителя.
Правильная установка
Замена поврежденных металлических и резиновых деталей не является большой проблемой, для этого требуется лишь небольшая база оборудования в виде гидравлического или механического пресса с опорными втулками и эжекторами. Использование ударов молотка для сбивания коромысла, установленного в автомобиле, в современных конструкциях не допускается. В этом отношении применяется следующая процедура:
Сначала снимите маятник с автомобиля. Затем наденьте резинометаллический элемент на пресс, используя соответствующие втулки. После выброса элемента необходимо оценить состояние отверстия и измерить его диаметр (коррозия, глубокие царапины или неправильный размер являются противопоказанием для дальнейшего использования деталей). Последним видом деятельности является глажка нового элемента в соответствии с технической информацией производителя автомобиля, с указанием параметров правильного прессования.
Если что-то можно сделать неправильно, всегда найдется кто-то, кто сделает это. Каждый водитель в мастерской должен знать это правило. Поэтому при замене металлических и резиновых деталей обратите внимание на следующие обстоятельства:
Некоторые втулки имеют асимметричные характеристики, поэтому их следует устанавливать в подходящем положении, в соответствии с инструкциями производителя, а не с расположением демонтированной втулки, чтобы не повторить ошибку из предыдущего ремонта.
Push-in разъемы не могут быть заменены на неопределенный срок. Эта операция, в зависимости от состояния отверстия, может повторяться не более 2-3 раз, а затем должен использоваться новый набор деталей.
Способ армирования металло-резиновой втулки
Затягивание болтов, соединяющих отдельные элементы, должно происходить, когда нагрузка подвешена (если производитель транспортного средства не рекомендует делать это иначе).
Наружный диаметр муфты с металлической оболочкой должен быть больше монтажного отверстия на 0,2-0,3 мм. Чтобы облегчить давление, внешняя часть может быть покрыта смазкой.
Только резиновые втулки должны иметь наружный диаметр, больший на 2-3 мм от целевого монтажного отверстия. Их нужно нажимать постепенно, делая перерывы, чтобы деформированная резина успела правильно расположиться.
В некоторых конструкциях, чтобы вообще можно было вдавливать втулку, смазочную часть следует смазывать смазкой. Однако не используйте для этого смазку (даже синтетическую) или минеральное масло. Не используйте мыло, так как оно оказывает сильное коррозионное действие. Лучшими здесь являются органические растворители, которые, выполнив свою роль, будут полностью испаряться.

Похожие
Ремонт подвески и рулевого управления... подвески в BMW? Подвеска колес в автомобилях BMW включает в себя набор коромысел, амортизаторов, тяги и тяги стабилизатора, резинометаллические гильзы. В некоторых моделях были добавлены дополнительные элементы для улучшения комфорта езды, например, активные элементы стабилизаторов, подушки с пневматической подвеской, амортизаторы с переменными характеристиками демпфирования. Проект вентиляции - руководство по восстановлению в односемейных домах
Руководящие принципы для системы вентиляции с рекуперацией тепла в односемейных домах были подготовлены в рамках деятельности Вентиляционной группы в односемейных
Комментарии
Что такое ремонт подвески в BMW?Что такое ремонт подвески в BMW? Подвеска колес в автомобилях BMW включает в себя набор коромысел, амортизаторов, тяги и тяги стабилизатора, резинометаллические гильзы. В некоторых моделях были добавлены дополнительные элементы для улучшения комфорта езды, например, активные элементы стабилизаторов, подушки с пневматической подвеской, амортизаторы с переменными характеристиками демпфирования. На какие элементы следует обратить внимание, чтобы автомобиль идеально подходил к обстановке этого великого праздника?
На какие элементы следует обратить внимание, чтобы автомобиль идеально подходил к обстановке этого великого праздника? Какой свадебный автомобиль выбрать - стиль свадьбы и автомобиль Есть много возможностей, потому что транспортные средства, которые вы можете арендовать, огромны. Первым шагом должен
Подвески в BMW?
На какие элементы следует обратить внимание, чтобы автомобиль идеально подходил к обстановке этого великого праздника?
На какие элементы следует обратить внимание, чтобы автомобиль идеально подходил к обстановке этого великого праздника?
