
НВ5221
Опубликовано: 27.08.2018

Пресс-ножницы комбинированные НВ5221
ПромСтройМаш является непосредственным производителем НВ5221 Мы производим и продаём Пресс-ножницы комбинированные НВ5221 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан, Украина. НВ5221 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить НВ5221 вы можете непосредственно у нас или у наших дилеров.Пресс-ножницы комбинированные НВ5221 предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах. Эксплуатируются в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом - исполнение О, категория размещения 4 по ГОСТ 15150-69.
Технические характеристики НВ5221
| Напряжение цепи силовой, В | 380 |
| Электродвигатель тип | АИР100S2 |
| мощность, кВт | 4 |
| частота вращения, мин | 2880 |
| Длина мм | 1885±40 |
| Ширина мм | 1582±30 |
| Высота над уровнем пола, мм | 1780±40 |
| Масса, кг | 2050±40 |
| Частота ходов ползуна, мин-1 | 17 |
| толщина и ширина полоса | 16х140 |
| диаметра круга | 45 |
| уголок резка под углом 90 град | 125х125х12 |
| диаметр пробивного отверстия при толщине 16мм., мм | 30 |
| наибольшие размеры пробиваемых пазов прямоугольной формы, мм, толщина/длина/ширина | 40/100/65 |
| Наибольший профиль (двутавра и швеллера) | №18 |
| Номинальное усилие пресса, кН (тс) | 400 (40) |
Расположение составных частей пресс-ножниц НВ5221
НБ5221 пресс ножницы. Рубим под 45°
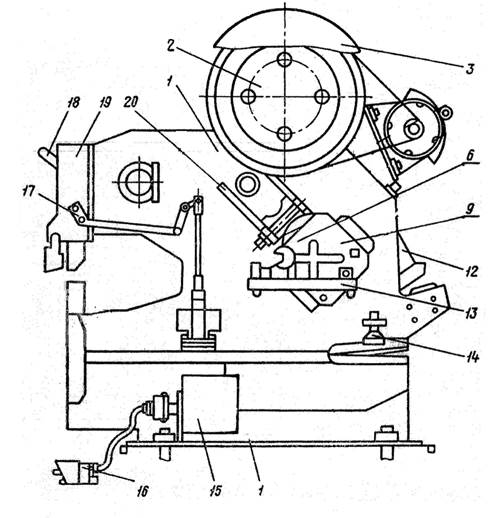
| Поз | Наименование | Обозначение |
| 1 | Станина | НВ 5221-11-001 |
| 2 | Привод | НВ 5221-22А-001 |
| 12 | Ползун | НВ 5221-31-001 |
| 19 | Дыропробивным пресс | НВ 5221-35-001 |
| 17 | Управление дыропробивным прессом | НВ 5221-42В-001 |
| 14 | Прижим листовых ножниц | НВ 5221-45-001 |
| 20 | Прижим сортовых ножниц | НВ 5221-46-001 |
| 18 | Механизм центрирования | НВ 5221-47-001 |
| 6 | Подвижная нож-плита | НВ 5221-62-001 СБ |
| 9 | Неподвижная нож-плита | НВ 5221-61-001 СБ |
| 3 | Ограждение | НВ 5221-71-001 |
| 16 | Педаль электрическая | НВ 5221-99-001 |
| 15 | Электрошкаф | НВ 5221-95-001 |
Комплект поставки пресс-ножниц НВ5221
НВ 5221 Пресс-ножницы в сборе Принадлежности: Шприц для смазки Маховик Ремни клиновые А-2500 Ограждения Документация: НВ 5221-00-001РЭ Руководство по эксплуатации Поставляемые за отдельную плату: НВ 5221-64-001 Подвижные ножи для резки швеллера и двутавра НВ 5221-63-001 Неподвижные ножи для резки швеллера и двутавра НВ 5221-65-001 Инструмент для резки специального уголка НВ 5221-43-001 Упор задний Р-9 РольгангУстройство и работа ножниц пресс-ножниц НВ5221
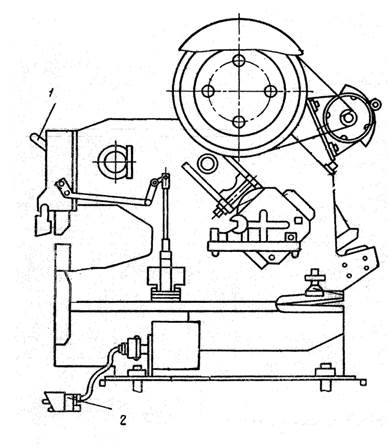
Расположение органов управления НВ5221
Нг5224 чертежи Краснодар
Рукоятка механизма центрирования дыропробивного механизма Педаль включения дыропробивного пресса и включения листовых, кортовых ножниц и зарубочного устройства.
Кинематическая схема пресс-ножниц НВ5221
Движение от электродвигателя передается через ременную передачу, маховик и одноступенчатую зубчатую передачу к эксцентриковому валу. Зубчатая пара прямозубая, цилиндрическая. Ползуны приводятся в движение при помощи шатуна. Все вращающиеся части привода имеют ограждения.
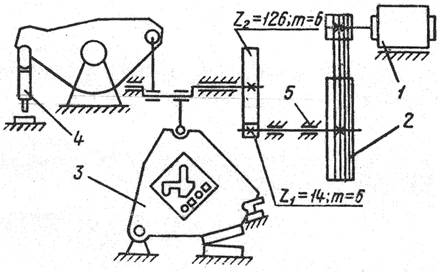
В приводе применены два роликоподшипника 7611 ГОСТЗЗЗ-71 класса точности Н. Вал-шестерня с z1— 14 имеет ширину обода 85мм и изготовлена из стали 40Х ГОСТ 4543-71, твердость НВ 240...260. Колесо с z2=126 имеет ширину обода 80мм и изготовлено из стали 35Л-1 ГОСТ 977-
Станина НВ5221
В станине пресс-ножниц НВ5221 смонтированы четыре механизма: листовая и сортовая секция, дыропробивной пресс и зарубочное устройство. Станина одностоечная сварена из основного листа толщиной 60мм, усиленного накладками, ребрами, и задней крышкой из листа толщиной 25мм. Между основным листом и задней крышкой помещаются ползун и балансир. Основной лист имеет два продольных паза для прохода листовой стали при операциях обрезки кромок и разрезки.
Ползун сортолистовой секции и зарубочного устройства.
Ползун НВ5221, связанный через шатун с эксцентриковым валом, качается на оси между направляющими вкладышами, регулируемыми болтами. В исходное положение ползун возвращается и удерживается пружиной с тягой. В средней части ползуна имеется вырез, в который крепится подвижная ножевая плита, а справа в нижней части-гнезда для крепления ножей листовых ножниц и зарубочного устройства. Механизм управления ползуном сортовых, листовых ножниц - электрический. При включении ножниц НВ5221 ползун должен находиться в крайнем верхнем положении. После резки ножницы автоматически выключаются. Для предотвращения отдачи разрезаемого материала на сортовой, и листовой секции предусмотрены винтовые прижимы, а для установки материала при резке под углом имеется упор, передвигаемый на необходимое расстояние и закрепляемый винтом.
Дыропробивной пресc
Ползун дыропробивного пресса НВ5221 имеет прямоугольную форму и совершает возвратно-поступательное движение. Для получения нормального зазора между направляющими и ползуном дыропробивного пресса используют чугунную планку и прокладки.
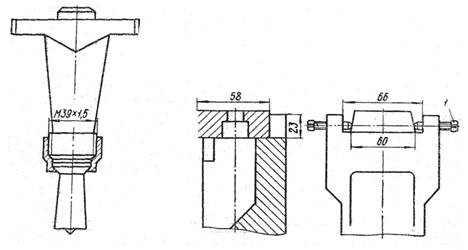 В нижней части ползуна к пуансонодержателю крепится пуансон (рис. 4). На столе дыропробивного пресса крепится стойка, в которую установлена матрица (рис. 5). Стол дыропробивного пресса съемный, крепится двумя болтами. При перестановке стола в горизонтальное положение можно пробивать отверстия в коробчатых и фасонных деталях. Механизм центрирования позволяет опускать ползун с пуансоном на намеченное место пробивки отверстия. Управление механизмом включения ползуна дыропробивного пресса осуществляется с помощью электрической педали.
В нижней части ползуна к пуансонодержателю крепится пуансон (рис. 4). На столе дыропробивного пресса крепится стойка, в которую установлена матрица (рис. 5). Стол дыропробивного пресса съемный, крепится двумя болтами. При перестановке стола в горизонтальное положение можно пробивать отверстия в коробчатых и фасонных деталях. Механизм центрирования позволяет опускать ползун с пуансоном на намеченное место пробивки отверстия. Управление механизмом включения ползуна дыропробивного пресса осуществляется с помощью электрической педали.
Система смазки пресс-ножниц НВ5221
Трущиеся части пресс-ножниц смазываются густой смазкой. Все точки смазываются индивидуально, прокачкой смазки через пресс-масленки шприцем. Новые ножницы необходимо смазывать в первые 15 дней работы чаще, а в дальнейшем соблюдать режим смазки, указанный в карте смазки. Смазывать ножницы необходимо так, чтобы смазка выступала с боков трущихся поверхностей, что дает возможность контролировать достаточность смазки. 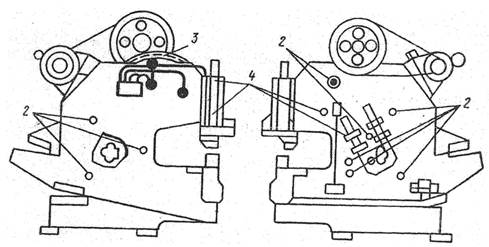
| Позиция | Смазочное устройство | Режим смазки | Смазочный материал |
|
2 |
Пресс-масленка |
Два раза в смену |
ЦИАТИМ 203 ЦИАТИМ-203 |
| 3 | Накладка вручную | Один раз в смену | ЦИАТИМ 203 Масло индустриальное И40 |
| 4 | Заливка в ручную |
Настройка НВ5221
Прежде чем приступить к работе на дыропробивном прессе, необходимо закрепить в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустить пуансон в матрицу и установить стойку матрицы так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Для этого следует закрепить стойку матрицы и еще раз проверить зазор. В зависимости от толщины пробиваемого материала необходимо установить корпус съемника с зазором 1—2 мм от плоскости листа. Установка съемника с перекосом недопустима. Неправильная регулировка зазоров между пуансоном и матрицей вызывает увеличение усилия пробивки, ухудшение качества пробиваемого отверстия, а также значительно снижает стойкость пуансона и матрицы. Диаметр пуансона не рекомендуется выбирать меньше толщины пробиваемого листа. В дыропробивном прессе имеется механизм центрирования, которым пользуются при пробивке отверстия керном. Пуансон следует опускать только при помощи рукоятки, совмещать керн пуансона с кернением на заготовке, фиксировать заготовку и возвращать пуансон в исходное положение. Лишь после этого осуществляется ход ползуна. С пресс-ножницами поставляется комплект ножей и плит. Для получения высококачественного реза ножниц НВ5221 и уменьшения усилия резки зазор между ножами должен составлять 1/30 толщины разрезаемого материала. При работе периодически проверять затяжку болтов.
Настройка листовой секции НВ5221
Ножи листовых ножниц НВ5221 устанавливают параллельно друг другу, зазор между ними должен составлять 0,5мм. При верхнем положении ползуна ножниц конец верхнего ножа находится на 1-2мм ниже режущей кромки нижнего ножа, а в крайнем нижнем положении ползуна верхний конец верхнего ножа не должен доходить до режущей кромки нижнего ножа. Не допускается резка материала вершинами ножей. Регулируют ножи ножниц НВ5221 с помощью прокладок под опорные поверхности. Ножи листовых ножниц и разрезаемый материал должны быть сухими. Ножи НВ5221 должны быть надежно закреплены болтами и плотно прилегать к опорным поверхностям. При резке листа и полосы следует оставлять между прижимом и листом зазор 1-3мм (в зависимости от толщины разрезаемого листа). Для исключения поломки листовые ножи должны перекрывать друг друга на 3-5мм. В длинных листах по разметке необходимо линию реза отклонять приблизительно на 10мм (на длине 2000мм) влево от плоскости реза, так как верхний нож тянет при резке листа вправо. Если при резке листа линия реза уходит от разметочной линии, то следует короткими резами, разворачивая лист в обратную сторону, резать до совмещения с разметкой. Для облегчения продвижения листа при резке необходимо сначала поднимать правую сторону (отрезанную), а затем продвигать лист вперед.
Настройка сортовой секции НВ5221
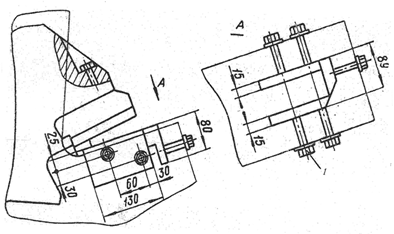
Настройка ножей сортовых ножниц НВ5221 предусматривает установку необходимого зазора между ножевыми плитами, который регулируется прокладками под упоры, прижимающими плиту, и составляет 0,5мм. Ножевые плиты устанавливаются параллельно друг другу; ножи в ножевых плитах должны быть надежно закреплены и плотно прилегать к опорным плоскостям. Ножевые плиты смазывать жидкой смазкой и содержать чистыми. Сортовые ножницы имеют прижим и упор для резки под углом, которые обеспечивают установку под заданным углом и закрепление разрезаемого материала. Установка ножей при резке профильного проката на сортовых ножницах приведена
Установка ножей пресс-ножниц НВ5221 при резке уголка
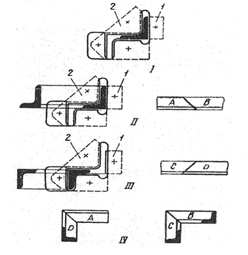
На сортолистовой секции при резке фасонного проката необходимо установить в гнезда ползуна и станины соответствующий инструмент. Установить упор на соответствующий угол (900; 67,50; 600; 450) закрепить его. Завести в гнездо инструмента прокат и установить его по разметке. После этого необходимо, вращая рукоятку прижима, прижать заготовку к упору и осуществить резку заготовки.
Настройка зарубочного устройства ножниц НВ5221
 Зарубочные операции выполнять на зарубочном устройстве. Для выполнения этих операций необходимо поднять ограждение. Зазор между ножами зарубочного устройства устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, быть хорошо закрепленными и совершенно сухими.
Зарубочные операции выполнять на зарубочном устройстве. Для выполнения этих операций необходимо поднять ограждение. Зазор между ножами зарубочного устройства устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, быть хорошо закрепленными и совершенно сухими.
Регулирование ножниц НВ5221
В процессе эксплуатации пресс-ножниц возникает необходимость в регулировании отдельных узлов для восстановления их нормальной работы. Если с течением времени наблюдается проскальзывание ремней, необходимо проверить их натяжение, при необходимости подтянуть. Нормальное натяжение ремней устанавливать регулировочным винтом. В процессе эксплуатации из-за износа текстолитовых направляющих возникает необходимость в регулировании зазора между направляющими и ползуном сортолистовой секции. Зазор регулировать с помощью шести регулировочных винтов, расположенных на задней и передней стенке станины. Одновременно направляющими ползуна можно регулировать зазор листовых ножниц. Регулировать зазор между ножевыми плитами сортофасонной секции набором прокладок, установленных под Г-образными прижимами. Для получения нормального зазора между направляющими и ползуном дыропробивного пресса используется чугунная планка и прокладки. Зазор регулировать с помощью трех винтов.
продам Комбинированные пресс ножницы Н 5221 цена руб., Пресс Ножницы НВ 5221 характеристики Пресс-ножницы комбинированные НВ5221 вес Прессножницы НВ-5221. пресс-ножниці комбинировані нв5221, комбинированные пресс ножницы НВ522 завод изготовитель ножницы для резки уголка НБ 5221Б схема пресс-ножницы 5221 паспорт. схема электрическая комбинированные пресс-ножницы нв5221, НВ 5221 б\у электрическаясхемапресс-ножницы комбинированные н5221 вес пресса-ножницы комбинированных НВ 5221. нв 5221 цена, паспорт на НВ-5221 пресс-ножницы нв5221 бу прес ножници комбинированые НВ 5221устройство. ножи НВ 5221 купить саратов, эл.схема пресс-ножниц НВ5221Б пресс ножницы комбинированные нв5221 паспорт Прессножници комбинированные НВ5221. прес ножницы НВ5221, купить пресс-ножницы 5221 схема электрическая принципиальная пресс-ножниц нв 5221 ножницы hb 5221. НВ-5221, Пресс вырубной НВ5221 цена гильотина НВ 222 пресс ножницы НВ 5221. 5221, устройство пресс ножницы нв5221 станок нв5221 и руководство по эксплуатации пресс ножницы ав 5221. пресс ножницы 5221 б инструкция по эксплуатации, универсальные пресс ножницы НВ5221 НВ5221 цена стоимость комбинированных ножниц нв 2120. схемы работы комбинированных пресс-ножниц 5221, устройство и принцип действия комбинированные пресс-ножницы н5221 устройство электросхема нв5221 станок ножницы комбинированые нв 5221. паспорт пресс-ножницы комбинированные нв5221, скеачать бесплатно схему к ножницам комбинированным НВ5221 Пресс-ножницы НВ5221 б\у в новосибирске Пресс-ножницы НВ 5221 характеристики. пресс-ножницы комбинированные нв 5221, руководство эксплуатации пресс-ножницы НВ5221б скачать пресс ножницы н522а вес шэёЄЁєъЎш яю ¤ъёяыєрЄрЎшш яЁхёё-эюцэшЎ ъюьсшэшЁютрээ?ї эт 5222. характеристика пресс ножницы н5221, инструкция по эксплуатации Пресс-ножниц комбинированных НВ 5222 hoffmann hb 5221wtyf купить пресс - ножницы комбинированные нв5221 б/у. Пресс ножницы hb5221, инструкция по эксплуатации НВ 5221 пресс-ножницы НВ 5221 н 5221 ножницы. Комбинированые пресс ножницы НВ 5221, пресс-ножницы 5221 ножницы нв 5221 описание нв 5221 вес. Тема Техническое обслуживание и ремонт пресс-ножниц НВ5221Б дипломная работа, Пресс-ножницы hb5221 нв5221 руководство по эксплуатации нв 5221. гильотина нв 5221, комбинированные ножницы нв5221 пресс-ножницы комбинированные нв5221 ножницы универсальные hb5221. ПРЕСС-НОЖНИЦЫ КОМБИНИРОВАННЫЕ НВ-5221А цена 2013, комбинированые пресс ножнины НВ-5221 принципиальная электросхема нв5221 пресс ножницы 5221. Пресс-ножницы НВ-5221 цена, пресс-ножницы нв-5221 технические характеристики комбинированные пресс ножницы н5221 электрическая схема нв5221. Пресс ножницы МВ 5221, hb-5221 продам нв5221 цена Ножницы комбинированные НВ 5120. прессножницы нв5221, пресс ножницы нв5221 их характеристики
Разделы
» Ваз
» Обзор
» Новости
Календарь
Архив
О сайте
ПОПУЛЯРНОЕ
РЕКЛАМА

www.school4mama.ru © 2016. Запчасти для автомобилей Шкода